警告
空気供給に接続するとスピンドルの回転が始まります。インストールが完了するまでツールに空気を接続しないでください。

インストールおよび使用する前に、すべての指示をよくお読みください。
ダウンロード可能な PDF コンテンツ

エアタービンスピンドルの取り付け® CNCで
エアタービンスピンドルの取り付けには3つのオプションがあります® CNC マシンに。
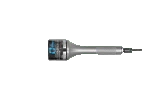
- サイドまたはリアエアインテーク
- ツールホルダー貫通エア供給
- ツールチェンジャー取り付けアセンブリ
スピンドルには 2 つの空気取り入れ口 (背面 + 側面) があり、使用されていない取り入れ口は閉じておくことが重要です。大きな音が聞こえたり、電力パフォーマンスが低すぎる場合は、使用されていない取り入れ口が適切に差し込まれていることを確認してください。必要に応じて、セットアップ中に磁石を使用して一時的に取り付けてください。
1.
サイドまたはリアエアインテーク
2.
ツールホルダー貫通エア供給
3.
ツールチェンジャーマウントアセンブリ(ATC)
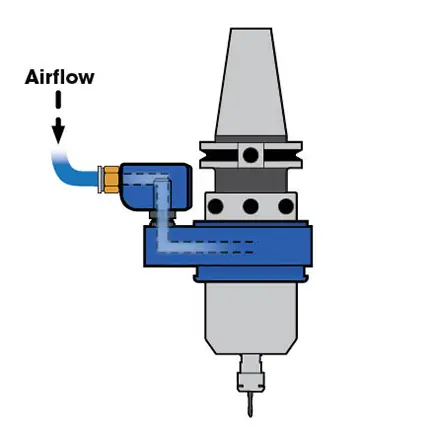

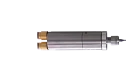
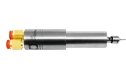
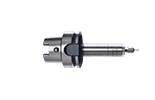
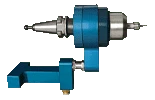
1. 側面または後部の空気取り入れ口
600X、601、602、625、625Xシリーズのエアタービンスピンドル® 選択可能なリアまたはサイドの入口オプションがあります。JSユニットはER32またはその他のツールホルダーと組み合わせることができ、無限の互換性を実現します。
650JS および 650XJS モデルでは、空気供給にサイドインレットのみを使用します。

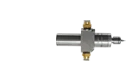
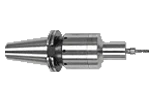
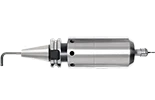
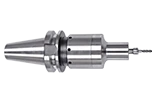
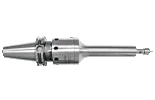
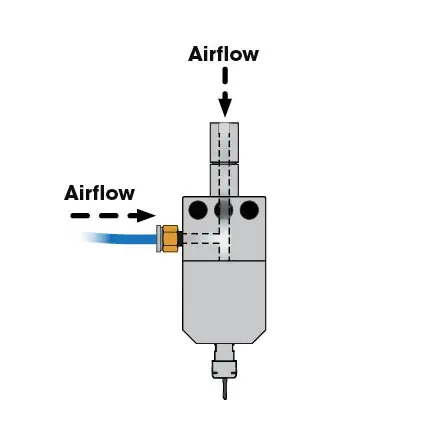
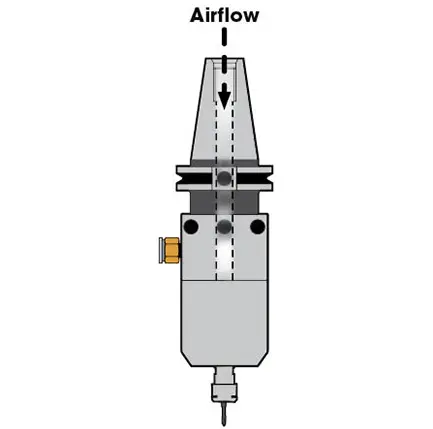
2. ツールホルダー貫通エア供給
エアタービンスピンドルに電力を供給するためにスルースピンドルエア(TSA)を供給します。®、空気チャネルを介した最大 CFM (L/s) フローを確認し、空気を作動させるために使用されるソレノイドを含む、システム内の最大ドローバー/プルスタッド/内部ホースの内径を決定します。
いくつかの保持ノブは、開口部を拡大し、指定された適切な流れを可能にするために穴を開けることができる。 図1チャネルは、表のモデルに指定されている最小内径よりも小さい部分がないように清潔にする必要があります。 図1 空気量が制限されないようにするため。エアタービンスピンドルを使用する前に® 自動運転中は、工具を空のポケットに交換し、最低5秒間のエアブラストパージを実行して、汚染物質(切粉、クーラント)を除去することをお勧めします。
すべてのHSKスピンドルは、エアラインとすべてのコネクタが、モデルに記載されている最小内径要件を満たしている場合、センターエアフィードで使用できます。 図1.
技術的な通知
Hermleなどの一部のCNC工作機械には「パールマンバルブ」が搭載されており、空気圧を30psi(3bar)に制限します。この圧力は、エアタービンスピンドルの動作に必要な最低圧力90psi(6.2bar)を下回っています。®.
エアタービンスピンドルを正しく動作させるには、このバルブを取り外す必要があります。®機械の技術者にご相談の上、空気の流れが制限されていないことを確認してください。このバルブを取り外さないと、空気の流れが制限され、出力が低下し、エアタービンスピンドルが損傷する可能性があります。®.

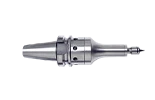
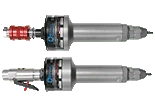
3. ツールチェンジャーマウントアセンブリ(ATC)
弊社の特許取得済みのラップアラウンド ツール チェンジャー マウント アセンブリ (TMA) オプションにより、CNC ツール チェンジャーは、独自のカラー システムとマウント ブロック、または CNC スピンドルの周りのリングを使用して、高速精密スピンドル ファミリを自動的にロード/アンロードできます。TMA カラーは、数分で CNC スピンドルの右側に統合されるように方向付けられます。 TMAブロックは、エアタービンスピンドルを使用していない場合でも、通常の工具交換のためにCNCスピンドル上に残ります。® メインスピンドル使用時に干渉しないためです。
以下に示すように、Haas、Hurco、Doosan、Robodrill、Hardinge、DMG、Brother、Okuma、およびその他のすべての CNC と互換性のあるツール チェンジャー マウント アセンブリには主に 3 つのタイプがあります。当社は、あらゆる CNC 向けのカスタム ソリューションの開発に慣れています。CNC ネジ位置の穴あけ用にユニバーサル ブロックも提供できます。取り付けキットも用意されています。
取り付けブロックにねじ込みます
ツーピースリングとブロック
ドリルタップ


初期インストール
エアタービンスピンドルを取り付ける® CNCマシンにフィルター/レギュレーターからエアタービンスピンドルまでの新しい専用クリーンエアラインを取り付けます® に示すように 図1フィルター/レギュレーターはスピンドルに付属しており、追加購入も可能です。
すべてのエアラインと継手が、モデルに指定された最小内径を満たしていることを確認してください。 図1さらに、使用されていない空気取り入れ口にはプラグを差し込んでください。
任意: 手動遮断弁がある場合は、図のようにフィルター/レギュレーターの後に取り付けます。 図1手動バルブの使用をお勧めします。
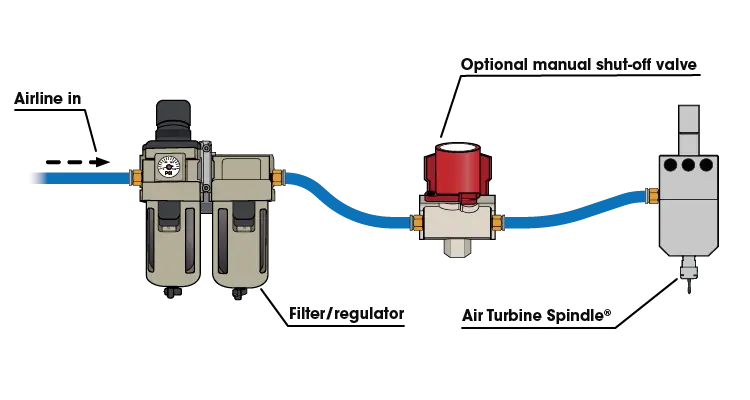
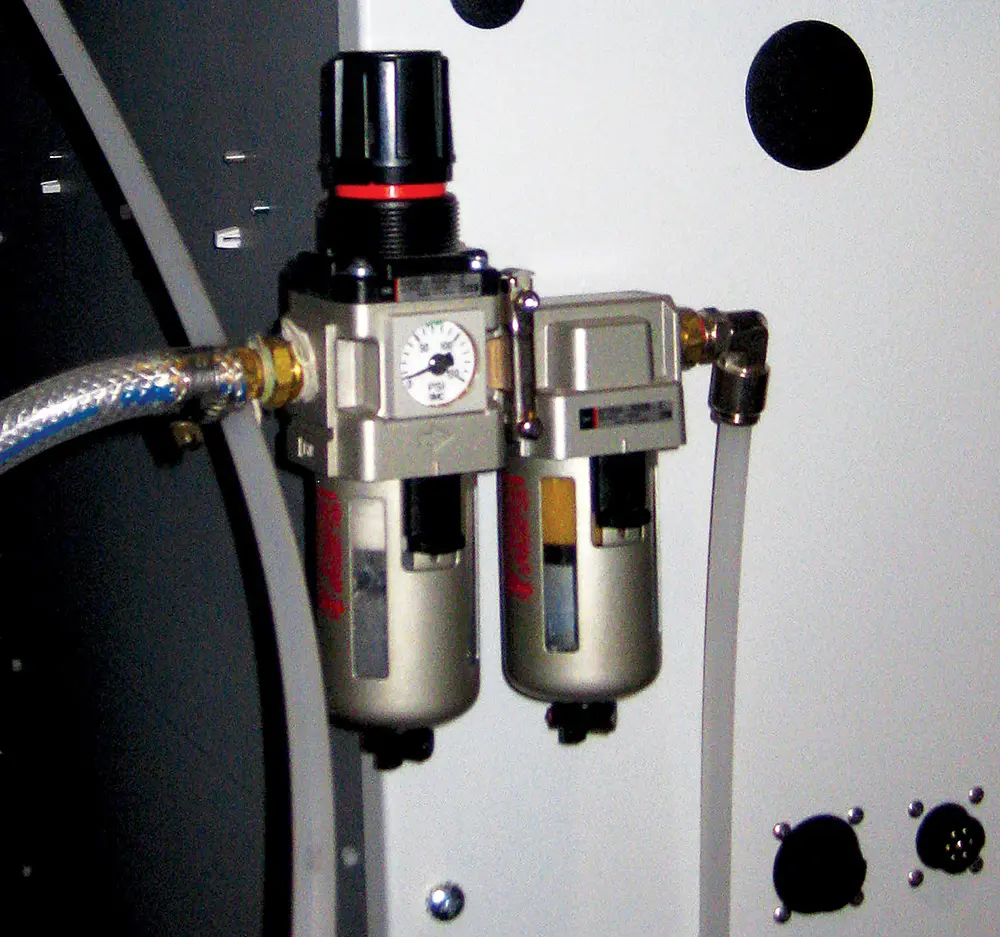
図1: フィルター/レギュレーターから手動遮断弁、エアタービンスピンドルまでのクリーンなエアライン®.

エアホースと継手の要件
ご使用のモデルに必要な最小内径よりも小さい継手、カップリング、ホースの使用は避けてください。最小内径よりも小さい接続は、空気の流れを制限し、エアタービンスピンドルへの出力を低下させます。®. ツールの継手とホースに必要な最小内径(ID)は、次の表で確認できます。 図1.
空気の流れが制限される(空気漏れや障害物など)と、出力が低下し、工具が材料に引っ張られてベアリングが損傷する恐れがあります。公称内径の継手の中には、内径通路が規定よりも小さいものがあり、空気の流れと出力を制限する場合があります。内径が小さすぎる継手が1つあるだけで、エアタービンスピンドルの空気の流れと出力が低下します。®.
警告
エアタービンスピンドル® 最適なパフォーマンスを維持するには、製造日から30日ごとに少なくとも10分間稼働させる必要があります。初回使用前に少なくとも10分間稼働させてください。
エアタービンスピンドル® 最適なパフォーマンスを維持するには、製造日から30日ごとに少なくとも10分間稼働させる必要があります。初回使用前に少なくとも10分間稼働させてください。
| エアタービンスピンドルのエアホースおよび継手要件® | ||
| モデル | ホース/コネクタの最小必要内径 | |
| メトリック | 帝国 | |
| 20 mm | 5 / 32" |
| 20 mm | 15 / 64" |
| 20 mm | 5 / 16" |
| 20 mm | 25 / 64 " |
| エアタービンスピンドルのエアホースおよび継手要件® |
| モデル |
|
|
|
|
| ホース/コネクタの最小必要内径 | |
| メトリック | 帝国 |
| 20 mm | 5 / 32" |
| 20 mm | 15 / 64" |
| 20 mm | 5 / 16" |
| 20 mm | 25 / 64 " |
図2: エアタービンスピンドル® ホース/継手/コネクタの内径仕様。
空気の要件
90 psi/6.2 barのクリーンな圧縮空気が、表に示されているモデルに指定された空気流量CFM(L/s)で十分に流れていることを確認してください。 図1 作動空気消費量を維持するためです。用途に応じて、ピークまたはストール容量消費量を考慮してください。当社の調速機は、ツールが切断を開始するときに回転を高速に保つために、必要に応じて空気流量を増加させます。したがって、空気圧と流量は、必要に応じて利用可能で、時間の経過や切断中に低下することなく一定である必要があります。
警告
空気供給に接続するとスピンドルの回転が始まります。インストールが完了するまでツールに空気を接続しないでください。
空気供給に接続するとスピンドルの回転が始まります。インストールが完了するまでツールに空気を接続しないでください。
オイルや潤滑油を塗らないでください。乾燥した、清潔な、オイルフリーの 90 psi (6.2 bar) の空気供給のみを使用してください。
90 psi (6.2 bar) 未満の圧力は避けてください。ツールが材料に引きずられ、ベアリングが急速に摩耗し、性能が低下します。100 psi (6.9 bar) を超える圧力は使用しないでください。タービン発電装置が破裂します。
切削負荷がかかっている状態でも、空気圧と流量は一定に保たれ、低下がないようにしてください。流量が不足すると、工具の回転が遅くなったり突然停止したりし、ベアリングが損傷する可能性があります。圧力(psi)が90 psi(6.2 bar)を下回る場合、コンプレッサーのCFM(L/s)がエアタービンスピンドルに十分な電力を供給できない可能性があります。® または、エアラインに流量制限があります。
アイドル CFM/L/s 定格と動作空気消費量定格
エアタービンスピンドル® 切削負荷や材料除去量が増加すると、空気消費量が増加します。これは、当社の特許取得済みガバナーの正常な動作であり、工具パスの高速性を維持し、エアタービンスピンドルの性能を維持します。® 空気消費効率に優れています。
| エアタービンスピンドル® アイドル および作業空気消費量定格 |
|||
| モデル | 速度 | 空気消費量 アイドリング | 空気消費量 作業フロー |
| 65,000 RPM | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| 80,000 RPM | |||
| 40,000 RPM | 4.5 CFM (2.1 L/s) | 5 CFM - 6 CFM (2.26 L/s - 2.83 L/s) |
| 50,000 RPM | |||
| 65,000 RPM | |||
| 90,000 RPM | 5 CFM (2.36 L/s) | ||
| 30,000 RPM | 12 CFM (5.66 L/s) | 11 CFM - 20 CFM (5.19 L/s - 9.44 L/s) |
| 40,000 RPM | 14 CFM (6.61 L/s) | ||
| 50,000 RPM | |||
| 65,000 RPM | 16 CFM (7.55 L/s) | ||
| 30,000 RPM | 16 CFM (7.55 L/s) | 22 CFM - 30 CFM (10.38 L/s - 14.16 L/s) |
| 40,000 RPM | 20 CFM (9.44 L/s) | ||
| 50,000 RPM | |||
| 30,000 rpm - 50,000 rpm | 12 CFM (5.66 L/s) - 20 CFM (9.44 L/s) | 11 CFM - 30 CFM (5.19 L/s - 14.16 L/s) |
| 25,000 RPM | 13 CFM (6.14 L/s) | 14 CFM - 35 CFM (6.61 L/s - 16.52 L/s) |
| 30,000 RPM | 18 CFM (6.49 L/s) | ||
| 40,000 RPM | |||
| 25,000 RPM | 14 CFM (6.61 L/s) | 19 CFM - 40 CFM (8.97 L/s -18.89 L/s) |
| 30,000 RPM | 20 CFM (9.44 L/s) | ||
| 40,000 RPM | 23 CFM (10.85 L/s) | ||
| 25,000 rpm - 40,000 rpm | 13 CFM (6.14 L/s) - 23 CFM (10.85 L/s) | 14 CFM - 40 CFM (6.61 L/s - 18.89 L/s) |
| 50,000 RPM | 20 CFM (9.44 L/s) | 20 CFM - 35 CFM (9.44 L/s - 16.52 L/s) |
| エアタービンスピンドル® アイドリング時および作動時の空気消費量定格 |
| モデル |
|
|
|
|
|
|
|
|
|
| 速度 | 空気消費量 アイドリング | 空気消費量 作業フロー |
| 65,000 RPM | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| 80,000 RPM | ||
| 40,000 RPM | 4.5 CFM (2.1 L/s) | 5 CFM - 6 CFM (2.26 L/s - 2.83 L/s) |
| 50,000 RPM | ||
| 65,000 RPM | ||
| 90,000 RPM | 5 CFM (2.36 L/s) | |
| 30,000 RPM | 12 CFM (5.66 L/s) | 11 CFM - 20 CFM (5.19 L/s - 9.44 L/s) |
| 40,000 RPM | 14 CFM (6.61 L/s) | |
| 50,000 RPM | ||
| 65,000 RPM | 16 CFM (7.55 L/s) | |
| 30,000 RPM | 16 CFM (7.55 L/s) | 22 CFM - 30 CFM (10.38 L/s - 14.16 L/s) |
| 40,000 RPM | 20 CFM (9.44 L/s) | |
| 50,000 RPM | ||
| 30,000 rpm - 50,000 rpm | 12 CFM (5.66 L/s) - 20 CFM (9.44 L/s) | 11 CFM - 30 CFM (5.19 L/s - 14.16 L/s) |
| 25,000 RPM | 13 CFM (6.14 L/s) | 14 CFM - 35 CFM (6.61 L/s - 16.52 L/s) |
| 30,000 RPM | 18 CFM (6.49 L/s) | |
| 40,000 RPM | ||
| 25,000 RPM | 14 CFM (6.61 L/s) | 19 CFM - 40 CFM (9.87 L/s - 18.89 L/s) |
| 30,000 RPM | 20 CFM (9.44 L/s) | |
| 40,000 RPM | 23 CFM (10.85 L/s) | |
| 25,000 rpm - 40,000 rpm | 13 CFM (6.14 L/s) - 23 CFM (10.85 L/s) | 14 CFM - 40 CFM (6.61 L/s - 18.89 L/s) |
| 50,000 RPM | 20 CFM (9.44 L/s) | 20 CFM - 35 CFM (9.44 L/s - 16.52 L/s) |
図3: エアタービンスピンドルのアイドルCFM(L/s)および動作空気消費量の定格®.
ツールチェンジャーマウントアセンブリの取り付け
Haas マシンへのエアタービンスピンドル TMA の設置
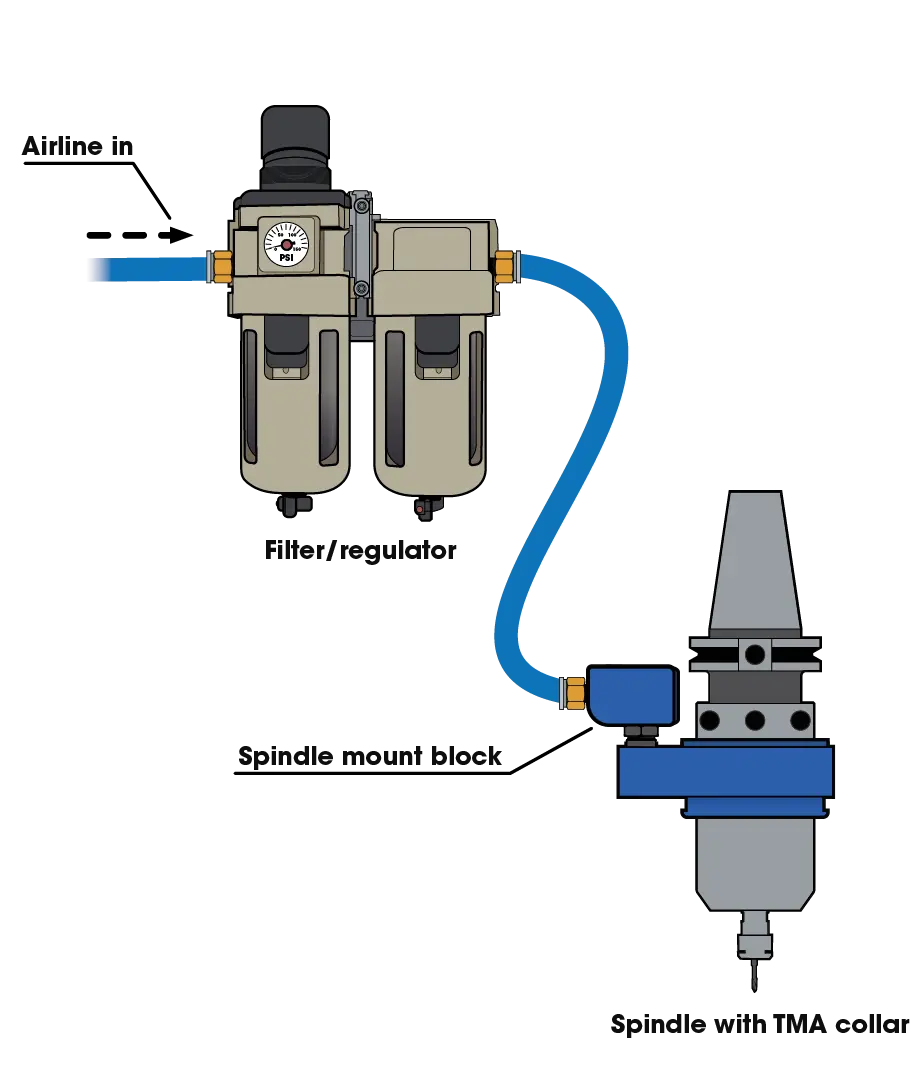
図4: フィルター/レギュレーターからエアタービンスピンドルまでのクリーンなエアライン® ツールチェンジャー取り付けアセンブリを使用します。
付属のスピンドルマウントブロックを、付属のフィルター/レギュレーターからの専用クリーンエアラインを図のようにスピンドルに接続して取り付けます。 図1当社では、さまざまな CNC マシン モデル用の多数のドリル済みスピンドル マウント ブロックとユニバーサル ブロックを提供しています。
*インストール操作には、Haas CNC マシン上の SHCS 10-32 x 0.75 インチが必要です。
M19 またはスピンドル方向付けを実行して CNC スピンドルを準備します。 TMAノズルがCNCツールチェンジャーガードまたは機械コラムのすべての部分をクリアすることを確認します。 CNC メーカーの図面を参照するか、モックアップ ツールを使用してすべてのクリアランスを確認してください。一部のガントリー マシンでは、TMA カラーのノズルまたは OD が柱の角をクリアしません (つまり、すべての GR タイプのマシンでは、マシン テーブルに特別なツール ラックを設置するか、手動でロードする必要があります)。
注意: エアタービンスピンドル® CNCスピンドルに装着したら、図のようにボールバルブシールをはめ込むためにノズルネジの高さを調整する必要があります。 図1結合すると空気の流れがスピンドル上で回転します。
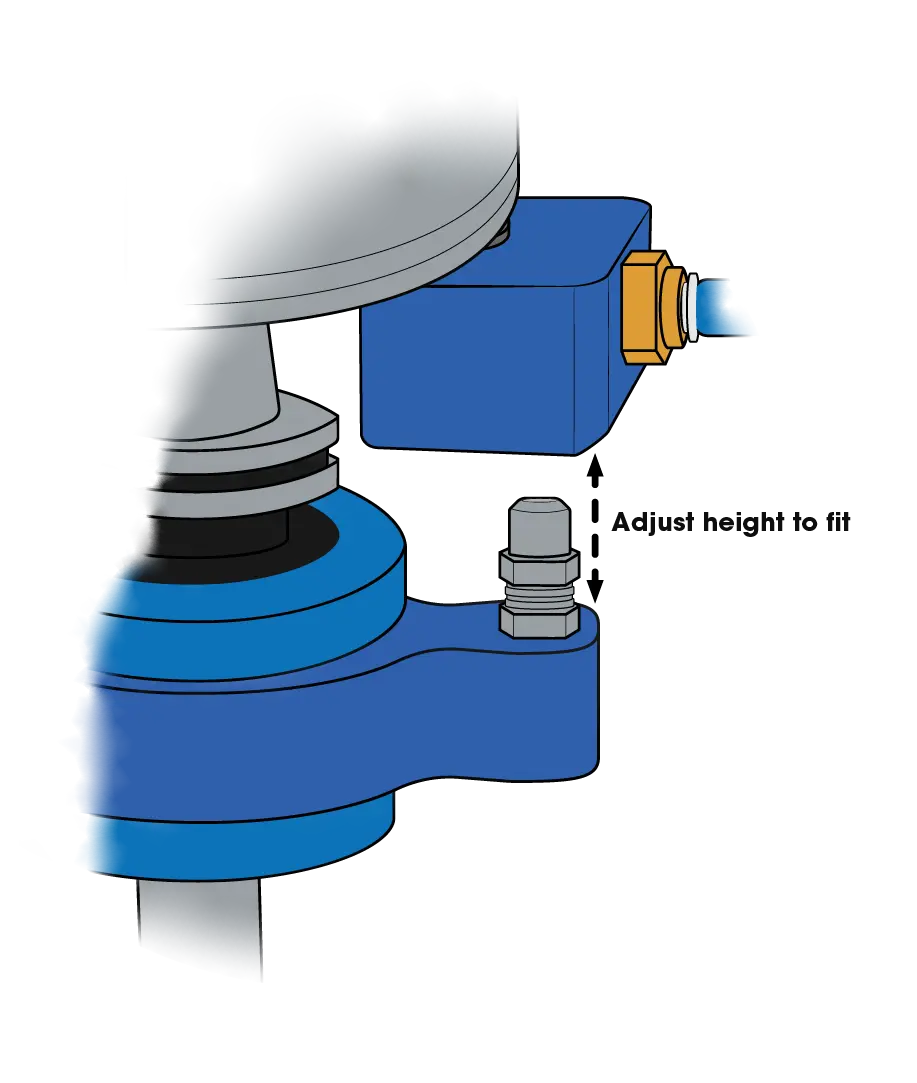
図5: ノズルネジの高さを調整します。
ノズル ネジの高さを調整するときは、試行錯誤が必要になる場合があります。コネクタ ノズルがブロックの入口穴まで上がるまで (入口穴まで約 1/4 インチ (6 mm) 上がるまで)、メイン スピンドル ドローバー (ツール リリース ボタン) を始動しないでください。
ノズルアームが入口からずれている場合は、エアタービンスピンドルを取り外します。® CNCスピンドルのテーパー部からTMAノズルのクロッキングを調整し、入口穴と正しく位置合わせしてから、再度装着手順をお試しください。CNC主軸への装着が完了したら、エアホースの遮断バルブをオンにしてください。スピンドルがオンになってもエア漏れがない場合は、コネクタノズルが正しい高さに設定されていると推定できます。エア漏れの音が聞こえる場合は、さらなる調整が必要です。
G コードとスピンドルの方向
エアタービンスピンドルのロードとアンロードを観察するために、オーバーライドを最低速度に設定した状態でツール交換を数回実行して、インストールが成功したことを確認します。® 正しく作動することを確認するために、各CNC制御には異なるコードがあり、エアタービンスピンドルが作動している間はCNC主軸が作動しないようにします。® がロードされます。 安全のためには、CNC マシンがツール交換を行っている間を除いて、メインスピンドルを静止したままにする必要があることをセットアップ担当者、マシンオペレーター、プログラマーなど全員に適切に通知することが重要です。 工具交換中、エアタービンスピンドルをロードした後® CNCスピンドルは通常、ツールチェンジャードラムまたはサイドマウントマガジン機構に装着する前に、ドライブドッグの位置合わせを確実にするために、スピンドルの向きを調整または回転させます。ツールチェンジャーマウントアセンブリは、特許取得済みのカラーシステムにより、スピンドルの向きを調整できます。
TMA インストールのトラブルシューティング

エアタービンスピンドル® 電源が入らない
コネクタノズルのネジにレンチをかけて反時計回りに回して高さを上げます。 空気が供給されるとスピンドルがオンになり、定格 RPM で回転するため、スピンドルの近くにある手や衣服には注意してください。 エアタービンスピンドル® 電源がオンになったら、ノズル ネジをもう少し上げて、六角ロックナットを締めてノズルを固定します。

ノズルが高すぎる
ノズルが高すぎると、青いスピンドル カラーが傾きます。これにより、スピンドル カラーの下部ロックが緩んだり、TMA カラーを TMA カラー システムのメイン フランジ部分に密閉するカラー O リングから過剰な空気が放出されたりする可能性があります。ノズルが高すぎる場合は、手順を逆にしてノズルを下げ、ロックナットを締め直してコネクタが正確にフィットするようにします。
TMAカラーの回転
工場で設定された抵抗レベル (つまり、プランジャー セクションとスピンドル本体セクションのカラー) により、ツール交換時にプランジャーが所定の位置に保持され、自由な回転 (つまり、スピンドルの向き) が可能になります。時間の経過とともに、クーラント、ほこりなどによる摩擦により、回転の剛性が変化する場合があります。摩擦が大きすぎたり小さすぎたりしないようにしてください。どちらもスピンドルのミスロードの原因になります。カラーの締め付けは、六角キーを使用して調整できます。スピンドル カラーが回転しない場合は、スピンドル カラーの六角ナットを調整してカラーを緩め、緩むことなく軽い圧力で自由に回転できるようにします。スピンドルは、所定の位置にしっかりと固定されたまま、自由に回転できる必要があります。
メンテナンス
エアタービンスピンドル® 最適なパフォーマンスを維持するには、製造日から 30 日ごとに少なくとも 10 分間実行する必要があります。
初回使用前に少なくとも10分間運転してください。エアラインは、モデルに必要な最小内径よりも小さいカップリングやホースがなく、完全に清潔である必要があります。 図1 空気の流量が制限されないようにするためです。
使用する前に必ずエアライン内の汚染物質を除去してください。付属の0.3ミクロンフィルターとレギュレーターの組み合わせは、エアタービンスピンドルに必須のアクセサリです。® 空気供給中の不純物を除去します。汚染はタービン部品を損傷し、修理が必要になります。フィルターエレメントは定期的に交換し、定期的なメンテナンスサイクルで抽出器から水を排出する必要があります。
新しい送り速度とサイクルタイムを計算する
エアタービンスピンドルを操作するためにプログラムで設定されたRPMを変更する必要はありません。® CNC工作機械で。代わりに、プログラムで送り速度を変更してください。すべてのエアタービンスピンドル® 工場で設定された一定の固定速度で動作し、指定速度の 10% 以内になるようにテストされ、定格されています。
の式は 図1 以下は、新しい送り速度とサイクル時間を計算する際の概算です。 特定のアプリケーションについては、必ずエアタービン技術者にご相談ください。
| 計算変数 | |
| 変数 | 値の例 |
| 主軸回転数 | 10,000 RPM |
| 主軸送り速度 | 10IPM |
| 主軸サイクルタイム | 60分 |
| エアタービンスピンドル® RPM | 40,000 RPM |
1
40,000 回転数÷10,000 回転数= 4
エアタービンスピンドルを分割する® RPM をメインスピンドルの RPM で割って、RPM が何倍速いかを判断します。
2
10IPM × 4 = 40IPM
エアタービンスピンドルを使用する際の新しい送り速度を計算します® 現在の送り速度に RPM の何倍の速さを掛け合わせます。
3
60分÷ 4 = 15分
あなたの計算 新しいサイクルタイム 現在のサイクルタイムを RPM の何倍速いかで割ります。
図6: エアタービンスピンドルのおおよその新しい送り速度とサイクル時間を決定するために使用される一連の式® メインスピンドルの RPM、現在の送り速度、および現在のサイクル時間を使用します。
操作
エアタービンスピンドルの動作中は常に空気圧ゲージを監視してください。®. 高速加工を成功させ、ツールの性能を最適化する鍵は、非常に高い送り速度で軽いパスをプログラムすることです。すべてのツールはテストされ、指定速度の 10% 以内で評価されています。表面仕上げの品質を観察しながら軽いパスから始めて、最適な切削条件を得るために徐々に送り速度を下げるか上げてください。あまり激しく切削しないでください。タービンに過負荷がかかり、切削ツールが停止したり、材料を引きずったりする原因になります。ツールをワークに引きずったり、突然停止したりすると、ベアリングにストレスがかかり、グリースが押し出されて早期故障の原因になります。
警告
ベアリングの潤滑が固まらないように、最初の使用前にラインの汚染物質を除去し、少なくとも 10 分間稼働させてください。

エアタービンスピンドルのプログラミング®
いくつかの例を除いて、エアタービンスピンドル® 通常のCAMプログラムを実行します。必要なのは、主軸回転数指令(S3000)と回転方向指令(M3またはM4)を削除するだけです。高速回転時には、小型の同心円状の速度定格切削工具を使用し、高速送りで浅い切込み深さで切削する必要があります。このレイヤリングプログラミング技術は、きれいな切削動作を実現し、工具の性能と寿命を最適化します。
スピンドルコマンド
切削深さを徐々に増やして、最適な切削条件を確立します。Fanuc タイプのコントロールで M05 を使用して、メイン スピンドルがオフになっていることを確認します。 メインスピンドルが回転しないようにプログラムされていることを常に確認してください (S0/M05)。
固定サイクル
CNC制御では、G81、G82、G83(ペックドリル)コマンドは、M05(スピンドル停止)コマンドを使用しても、機械のスピンドルを作動させることに注意してください。ほとんどのドリル加工では、エアタービンスピンドルの高速性により、ペックドリルは必要ありません。®いくつかの代替ソリューションがあります。一部の CAM プログラムでは、固定サイクルを使用せずにドリルをプログラムできます。また、パスを手動でプログラムすることも、マクロを使用することもできます。
固定サイクル
CNC制御では、G81、G82、G83(ペックドリル)コマンドは、M05(スピンドル停止)コマンドを使用しても、機械のスピンドルを作動させることに注意してください。ほとんどのドリル加工では、エアタービンスピンドルの高速性により、ペックドリルは必要ありません。®いくつかの代替ソリューションがあります。一部の CAM プログラムでは、固定サイクルを使用せずにドリルをプログラムできます。また、パスを手動でプログラムすることも、マクロを使用することもできます。
CNC主軸回転数を無効にする
スピンドル回転なしで通常の操作ができるように CNC マシン制御をプログラムします。
サービスとサポート
米国とドイツの技術チームからいつでもサポートをご利用いただけます。 修理サービスはフロリダとミュンヘンでご利用いただけます。 当社の工場技術者に +1-561-994-0500 までお電話いただくか、電子メールでご連絡ください。 [メール保護].