警告
空気供給に接続すると、ライブ ツールの回転が開始されます。インストールが完了するまで、ツールに空気を接続しないでください。

インストールおよび使用する前に、すべての指示をよくお読みください。

ダウンロード可能な PDF コンテンツ
ユーザーノートとセットアップ
アクセサリの部品番号

初期インストール
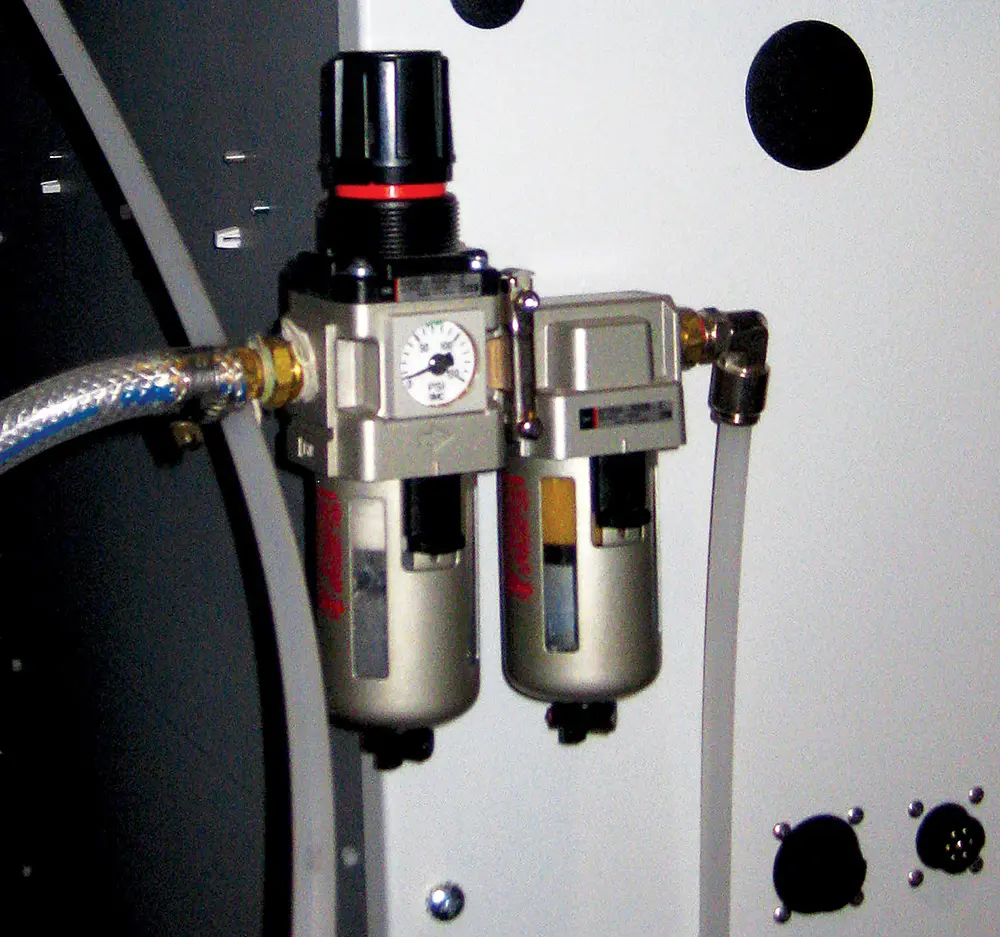
フィルター/レギュレーターからエアタービンライブツールに新しい専用のクリーンエアラインを設置します® 下図の通り。エアタービンライブツールにはフィルター/レギュレーターが付属しています。® 追加購入も可能です。
すべてのエアラインと継手が、モデルに指定された最小内径を満たしていることを確認してください。 図1さらに、使用されていない空気取り入れ口にはプラグを差し込んでください。
排気ホースを図のように取り付けます。 図1排気ホースの内径は、図に示すように、モデルに指定された最小必要IDよりも小さくてはいけません。 図1.
任意: 手動遮断バルブがある場合は、フィルター/レギュレーターの後に取り付けます。手動バルブの使用をお勧めします。

図1: フィルター/レギュレーターから取り付けられたエアタービンライブツールまでのクリーンなエアライン® 排気ホースを取り付けた状態。
エアホースと継手の要件
モデルに必要な最小内径よりも小さい内径を持つ継手、カップリング、ホースは使用しないでください。 最小値より小さい接続は空気の流れを制限し、エアタービンライブツールへの電力を低下させます。®. ツールの継手とホースに必要な最小内径(ID)は、次の表で確認できます。 図1 を参照してください。
空気の流れが制限される (空気漏れや障害物など) と、パワー不足になり、ツールが材料に引っ張られてベアリングが損傷します。公称内部寸法のフィッティングの中には、ID 通路が規定よりも小さいものがあり、空気の流れとパワーを制限するものがあります。 内径が小さすぎるフィッティングが1つあるだけで、エアタービンライブツールの空気の流れとパワーが低下します。®.
| エアタービンライブツールのエアホースと継手要件® | ||
| モデル | ホース/コネクタの最小必要内径 | |
| メトリック | 帝国 | |
| 20 mm | 5 / 32" |
| 20 mm | 0.1969 " |
| 20 mm | 15 / 64" |
| エアホース、接続部、継手最小 エアタービンライブツールの内径要件® |
| モデル |
|
|
|
| ホース/コネクタの最小必要内径 | |
| メトリック | 帝国 |
| 20 mm | 5 / 32" |
| 20 mm | 0.1969 " |
| 20 mm | 15 / 64" |
図2: エアタービンライブツール® ホース/継手/コネクタの内径仕様。
空気の要件
90 psi/6.2 barのクリーンな圧縮空気の流れが、図に示すように、モデルに指定された空気流量CFM(L/s)で十分であることを確認してください。 図1 作動空気消費量を維持するためです。用途に応じて、ピークまたはストール容量消費量を考慮してください。当社の調速機は、ツールが切断を開始するときに回転を高速に保つために、必要に応じて空気流量を増加させます。したがって、空気圧と流量は、必要に応じて利用可能で、時間の経過や切断中に低下することなく一定である必要があります。
参照する 図1 エアタービンライブツールの全モデルのアイドルCFM(L/s)定格と動作空気消費量定格の比較®.
警告
空気供給に接続すると、ライブ ツールの回転が開始されます。インストールが完了するまで、ツールに空気を接続しないでください。
空気供給に接続すると、ライブ ツールの回転が開始されます。インストールが完了するまで、ツールに空気を接続しないでください。
オイルや潤滑油を塗らないでください。乾燥した、清潔な、オイルフリーの 90 psi (6.2 bar) の空気供給のみを使用してください。
90 psi (6.2 bar) 未満の圧力は避けてください。ツールが材料に引きずられ、ベアリングが急速に摩耗し、性能が低下します。100 psi (6.9 bar) を超える圧力は使用しないでください。タービン発電装置が破裂します。
切削負荷がかかっている状態でも、空気圧と流量は一定に保たれ、低下してはなりません。流量が不足すると、工具の回転が遅くなったり突然停止したりし、ベアリングが損傷する可能性があります。圧力(psi)が90 psi(6.2 bar)を下回る場合、コンプレッサーのCFM(L/s)が不足し、エアタービンライブツールに電力を供給できない可能性があります。® または、エアラインに流量制限があります。
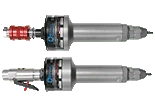
アイドル CFM/L/s 定格と動作空気消費量定格
エアタービンライブツール® 切断負荷または除去される材料の量が増加すると、より多くの空気を消費します。
これは、当社の特許取得済みのガバナーの通常の動作であり、ツールパスの高速性を維持し、エアタービンライブツールを® 空気消費効率に優れています。
| エアタービンライブツール® アイドル および作業空気消費量定格 |
|||
| モデル | 速度 | 空気消費量 アイドリング | 空気消費量 作業フロー |
| 60,000 RPM | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| 80,000 RPM | |||
| 50,000 RPM | 4 CFM (1.89 L/s) | 6 CFM - 9 CFM (2.83 L/s - 4.24 L/s) |
| 65,000 RPM | |||
| 40,000 RPM | 5 CFM (2.36 L/s) | 7 CFM - 10 CFM (3.3 L/s - 4.72 L/s) |
| 50,000 RPM | 6 CFM (2.83 L/s) | ||
| エアタービンライブツール® アイドリング時および作動時の空気消費量定格 |
| モデル |
|
|
|
| 速度 | 空気消費量 アイドリング | 空気消費作業フロー |
| 60,000 RPM | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| 80,000 RPM | ||
| 50,000 RPM | 4 CFM (1.89 L/s) | 6 CFM - 9 CFM (2.83 L/s - 4.24 L/s) |
| 65,000 RPM | ||
| 40,000 RPM | 5 CFM (2.36 L/s) | 7 CFM (3.3 L/s) - 10 CFM (4.72 L/s) |
| 50,000 RPM | 6 CFM (2.83 L/s) |
図3: エアタービンライブツールのアイドルCFM(L/s)と動作空気消費量の定格®.
メンテナンス
エアタービンライブツール® 最適なパフォーマンスを維持するには、製造日から30日ごとに少なくとも10分間稼働させる必要があります。初回使用前に少なくとも10分間稼働させてください。
エアラインは、モデルに必要な最小内径よりも小さいカップリングやホースがなく、完全に清潔でなければなりません。 図1 空気の流量が制限されないようにするためです。
使用する前に毎回エアライン内の汚染物質を除去してください。
警告
切削工具とコレットを取り付ける際、コレットナットをレンチで叩かないでください。
切削工具とコレットを取り付ける際、コレットナットをレンチで叩かないでください。
0.3ミクロンのフィルター抽出レギュレーターの組み合わせは、エアタービンライブツールに必要なアクセサリです。® 空気中の不純物を除去します。
汚染はタービン部品を損傷し、修理が必要になります。エアタービンライブツールにはフィルターが付属しています。® すべてのエアタービンライブツールに必要です® モデル。
フィルター要素は定期的に交換する必要があり、定期的なメンテナンス サイクルで抽出器を排水する必要があります。
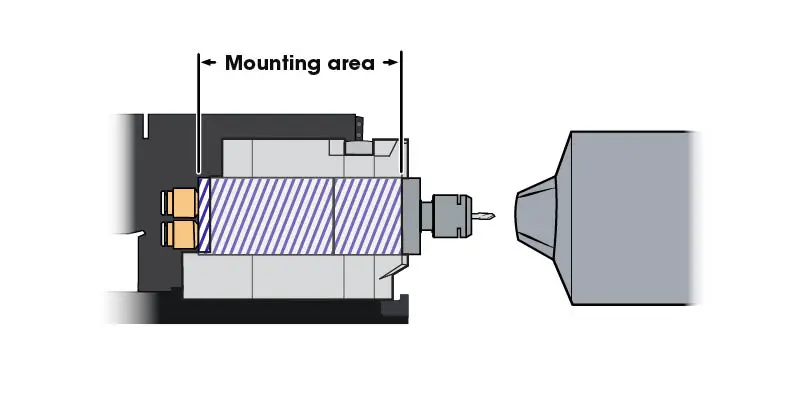
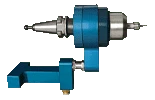
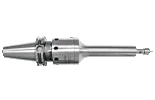
エアタービンライブツールの取り付け® 旋盤に
固定具がベアリングにクランプされていないことが重要です。エアタービンライブツールのクランプの位置が間違っていたり、締めすぎたりすると、® スチールバレルを使用するとベアリングに圧力がかかり、早期故障の原因となります。取り付け時のこのエラーを避けるため、モデルの寸法を参照してください。 図1 またはモデルの仕様シートに記載されています。
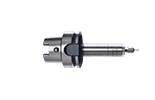
エアタービンライブツール® 寸法図と取り付けエリア
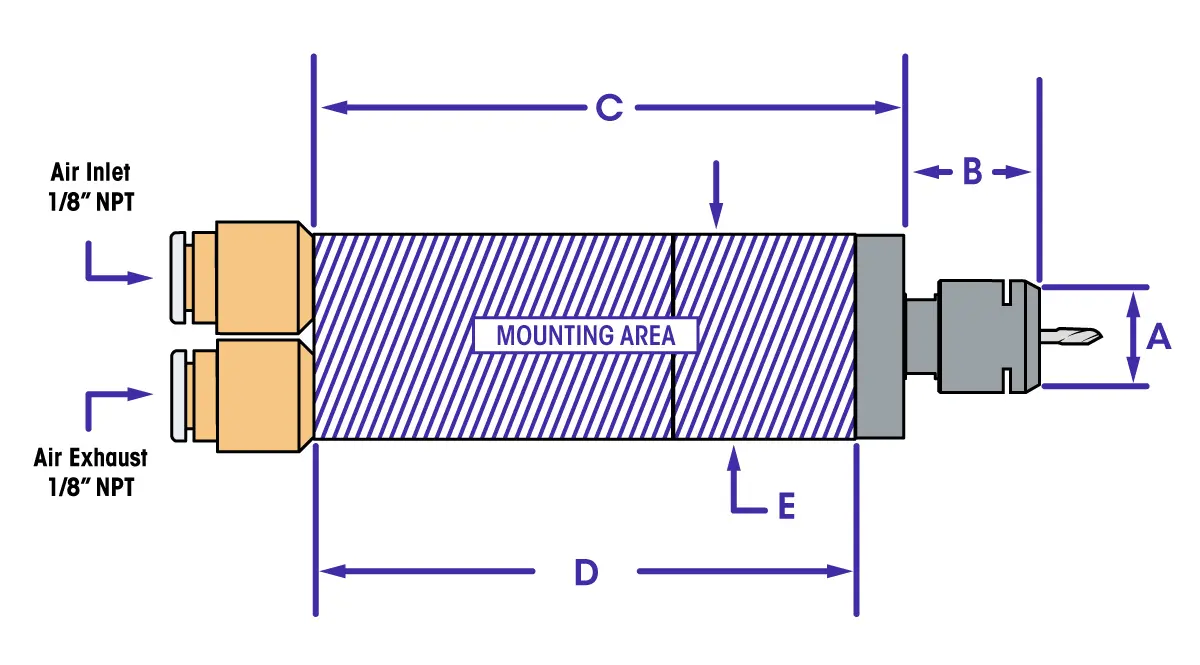
822CXの寸法図
 822CXの詳細
822CXの詳細
| 822CXの寸法 | |||||
| A | Ø 0.47インチ (12 mm) | C | 3.09」(78.36のミリメートル) | E | Ø 0.86”(22 mm) |
| B | 0.72”(18.29 mm) | D | 2.9”(73.53 mm) | ||
| 822CXの寸法 | |
| A | Ø 0.47インチ (12 mm) |
| B | 0.72”(18.29 mm) |
| C | 3.09」(78.36のミリメートル) |
| D | 2.9”(73.53 mm) |
| E | Ø 0.86”(22 mm) |
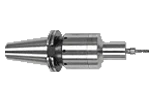
825CXの寸法図
825CXの詳細
| 825CXの寸法 | |||||
| A | Ø 0.47インチ (12 mm) | C | 3.09」(78.36のミリメートル) | E | Ø 0.98”(25 mm) |
| B | 0.72”(18.29 mm) | D | 2.9”(73.53 mm) | ||
| 825CXの寸法 | |
| A | Ø 0.47インチ (12 mm) |
| B | 0.72”(18.29 mm) |
| C | 3.09」(78.36のミリメートル) |
| D | 2.9”(73.53 mm) |
| E | Ø 0.98”(25 mm) |
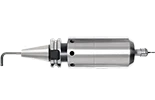
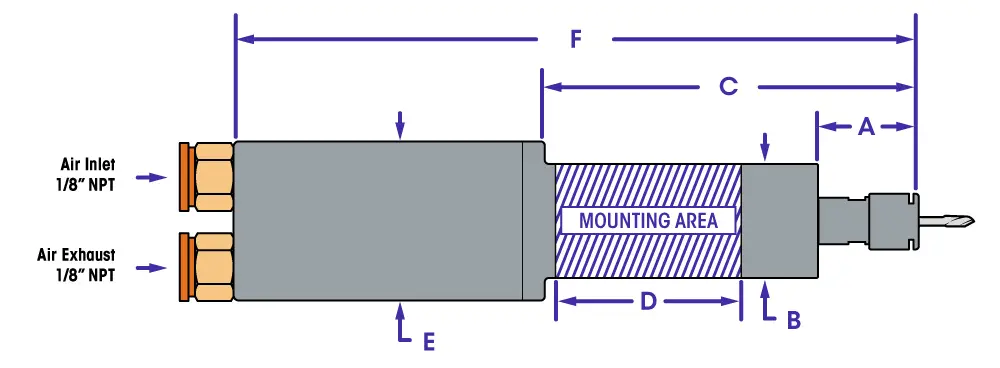
820MXの寸法図
 820MXの詳細
820MXの詳細
| 820MX 寸法 | |||
| A | 0.65」(16.51のミリメートル) | D | 1.99」(50.55のミリメートル) |
| B | Ø 0.79インチ (20 mm) | E | Ø1.18(30mm) |
| C | 2.03」(51.56のミリメートル) | F | 4.99」(126.75のミリメートル) |
| 820MX 寸法 | |
| A | 0.65」(16.51のミリメートル) |
| B | Ø 0.79インチ (20 mm) |
| C | 2.03」(51.56のミリメートル) |
| D | 1.99」(50.55のミリメートル) |
| E | Ø1.18(30mm) |
| F | 4.99」(126.75のミリメートル) |
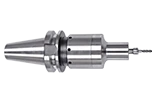
822MXの寸法図
822MXの詳細
| 822MX 寸法 | |||
| A | 0.65」(16.51のミリメートル) | D | 1.99」(50.55のミリメートル) |
| B | Ø 0.85インチ (21.6 mm) | E | Ø1.18(30mm) |
| C | 2.03」(51.56のミリメートル) | F | 4.99」(126.75のミリメートル) |
| 822MX 寸法 | |
| A | 0.65」(16.51のミリメートル) |
| B | Ø 0.85インチ (21.6 mm) |
| C | 2.03」(51.56のミリメートル) |
| D | 1.99」(50.55のミリメートル) |
| E | Ø1.18(30mm) |
| F | 4.99」(126.75のミリメートル) |
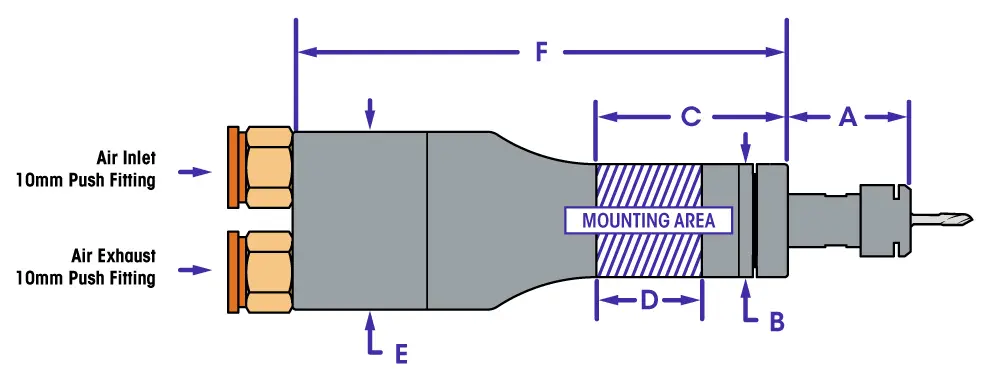
825MXの寸法図
 825MXの詳細
825MXの詳細
| 825MX 寸法 | |||
| A | 1.09”(27.61 mm) | D | 0.5」(12.7のミリメートル) |
| B | Ø 1.0インチ (25.40 mm) | E | Ø 1.57インチ (40 mm) |
| C | 1.5」(38.1のミリメートル) | F | 4.0」(101.6のミリメートル) |
| 825MX 寸法 | |
| A | 1.09”(27.61 mm) |
| B | Ø 1.0インチ (25.40 mm) |
| C | 1.5」(38.1のミリメートル) |
| D | 0.5」(12.7のミリメートル) |
| E | Ø 1.57インチ (40 mm) |
| F | 4.0」(101.6のミリメートル) |
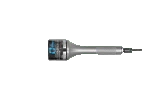
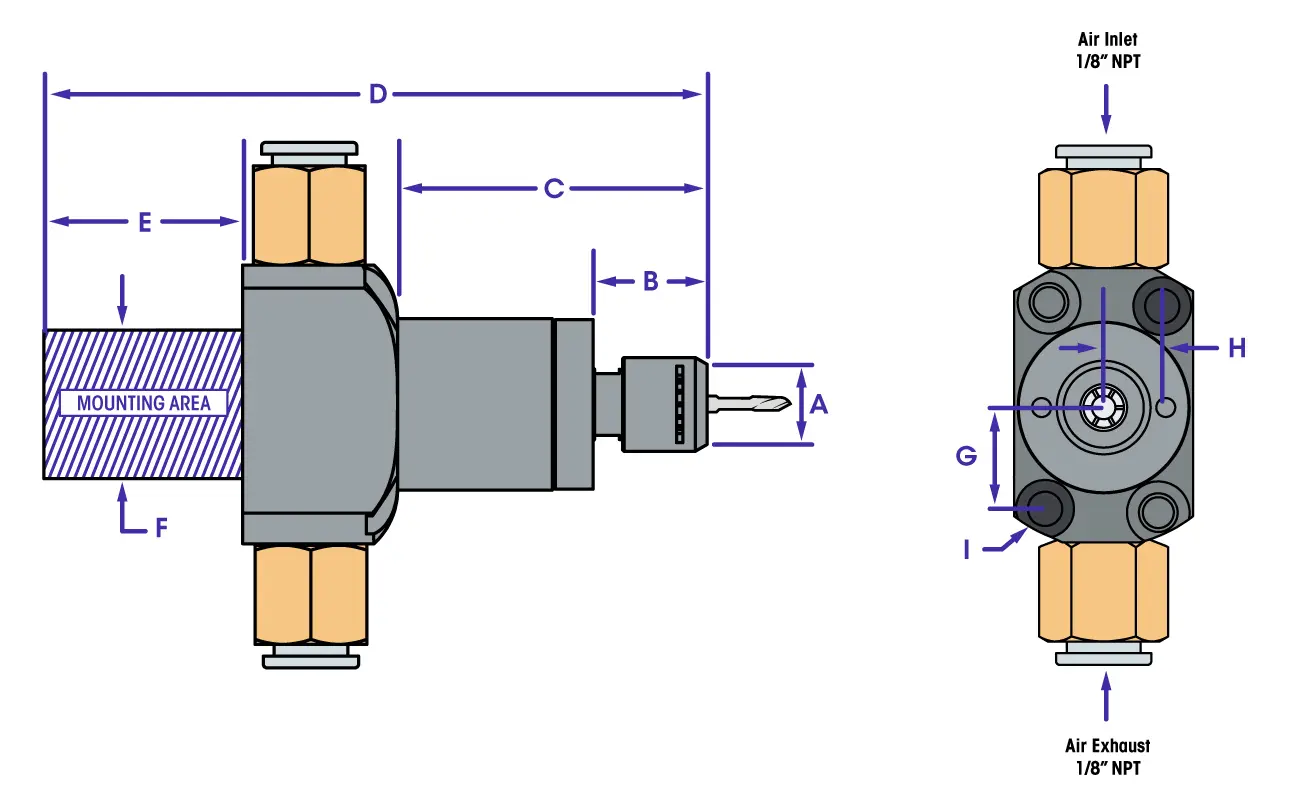
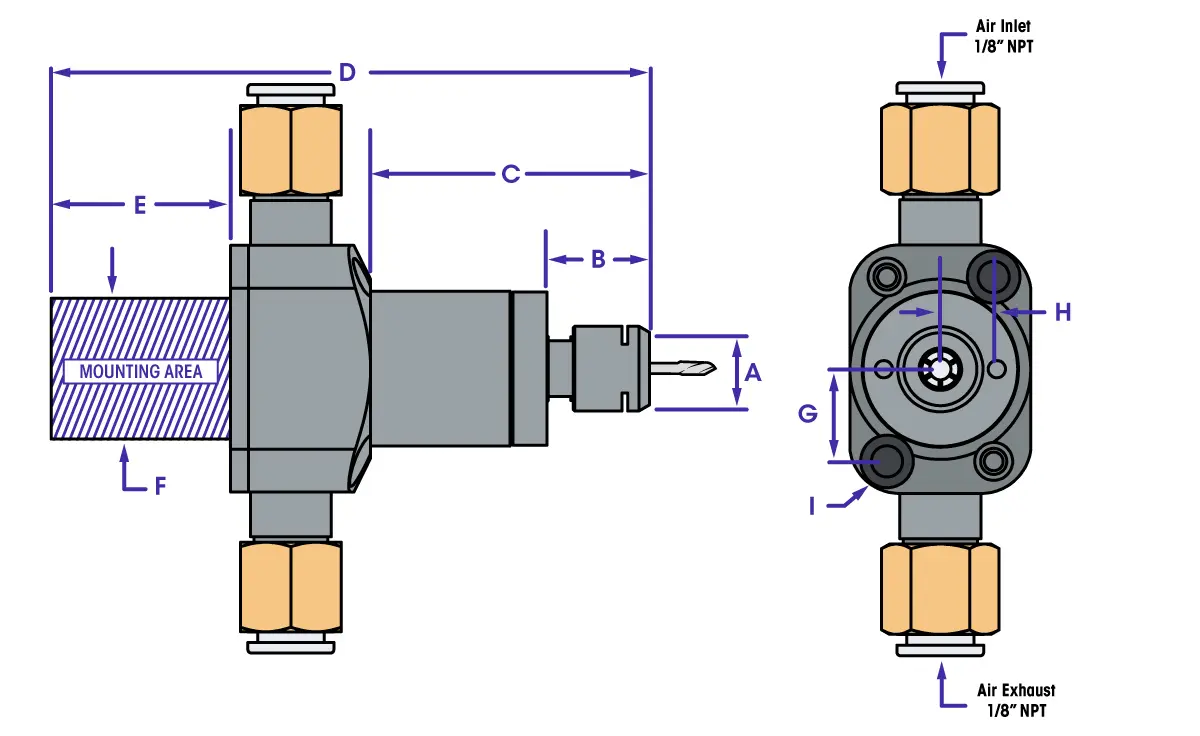
800LT寸法図
外径 Ø 19.05 mm
 800LTについてさらに詳しく
800LTについてさらに詳しく
| 800LT 19.05 mm 外径寸法 | |||||
| A | Ø 0.47インチ (12 mm) | E | 1.0”(25.4 mm) | I | Ø 0.17インチ (4.32 mm) スルー Ø 0.29インチ (7.4 mm) ↧ 0.16インチ (4.06 mm) 標準 (2) |
| B | 0.57」(14.47のミリメートル) | F | Ø 0.75インチ (19.05mm) | ||
| C | 1.56」(39.62のミリメートル) | G | 0.51 インチ (12.95 mm) 標準 (2) | ||
| D | 3.34″(84.84 mm) | H | 0.30インチ(7.62 mm)標準(2) | ||
| 800LT 19.05 mm 外径寸法 | |
| A | Ø 0.47インチ (12 mm) |
| B | 0.57」(14.47のミリメートル) |
| C | 1.56」(39.62のミリメートル) |
| D | 3.34″(84.84 mm) |
| E | 1.0″(25.4 mm) |
| F | Ø 0.75インチ (19.05mm) |
| G | 0.51 インチ (12.95 mm) 標準 (2) |
| H | 0.30インチ(7.62 mm)標準(2) |
| I | Ø 0.17インチ (4.32 mm) スルー Ø 0.29インチ (7.4 mm) ↧ 0.16インチ (4.06 mm) 標準 (2) |
800LT寸法図
外径 Ø 20 mm
 800LTについてさらに詳しく
800LTについてさらに詳しく
| 800LT 20 mm 外径寸法 | |||||
| A | Ø 0.47インチ (12 mm) | E | 1.0″(25.4 mm) | I | Ø 0.17インチ (4.32 mm) スルー Ø 0.29インチ (7.4 mm) ↧ 0.16インチ (4.06 mm) 標準 (2) |
| B | 0.57」(14.47のミリメートル) | F | Ø 0.79インチ (20mm) | ||
| C | 1.56」(39.62のミリメートル) | G | 0.51 インチ (12.95 mm) 標準 (2) | ||
| D | 3.34″(84.84 mm) | H | 0.30インチ(7.62 mm)標準(2) | ||
| 800LT 20 mm 外径寸法 | |
| A | Ø 0.47インチ (12 mm) |
| B | 0.57」(14.47のミリメートル) |
| C | 1.56」(39.62のミリメートル) |
| D | 3.34″(84.84 mm) |
| E | 1.0″(25.4 mm) |
| F | Ø 0.79インチ (20mm) |
| G | 0.51 インチ (12.95 mm) 標準 (2) |
| H | 0.30インチ(7.62 mm)標準(2) |
| I | Ø 0.17インチ (4.32 mm) スルー Ø 0.29インチ (7.4 mm) ↧ 0.16インチ (4.06 mm) 標準 (2) |
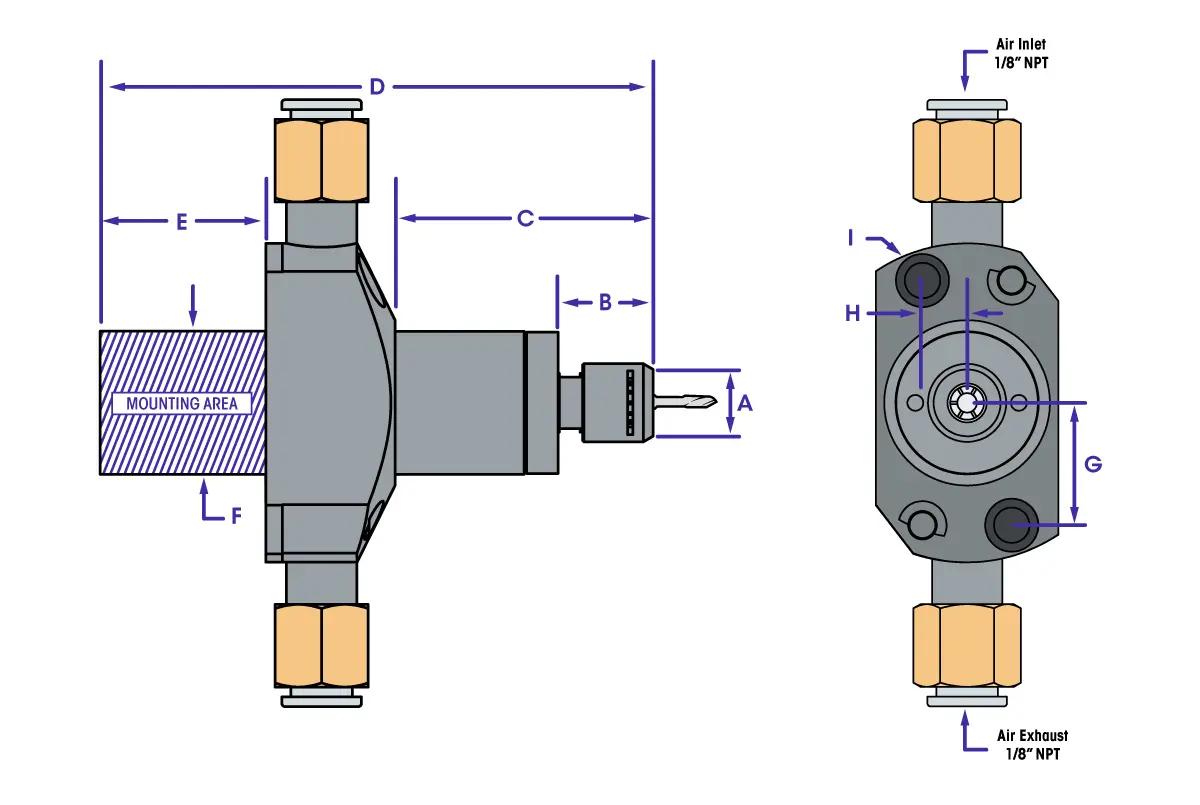
800LT寸法図
外径 Ø 22 mm
 800LTについてさらに詳しく
800LTについてさらに詳しく
| 800LT 22 mm 外径寸法 | |||||
| A | Ø 0.47インチ (12 mm) | E | 1.0″(25.4 mm) | I | Ø 0.22インチ (5.58 mm) スルー Ø 0.32インチ (8.13 mm) ↧ 0.3インチ (7.62 mm) 標準 (2) |
| B | 0.57」(14.5のミリメートル) | F | Ø 0.87インチ (22mm) | ||
| C | 1.56」(39.62のミリメートル) | G | 0.74 インチ (18.8 mm) 標準 (2) | ||
| D | 3.34″(84.84 mm) | H | 0.27インチ(6.86 mm)標準(2) | ||
| 800LT 22 mm 外径寸法 | |
| A | Ø 0.47インチ (12 mm) |
| B | 0.57」(14.5のミリメートル) |
| C | 1.56」(39.62のミリメートル) |
| D | 3.34″(84.84 mm) |
| E | 1.0″(25.4 mm) |
| F | Ø 0.87インチ (22mm) |
| G | 0.74 インチ (18.8 mm) 標準 (2) |
| H | 0.27インチ(6.86 mm)標準(2) |
| I | Ø 0.22インチ (5.58 mm) スルー Ø 0.32インチ (8.13 mm) ↧ 0.3インチ (7.62 mm) 標準 (2) |
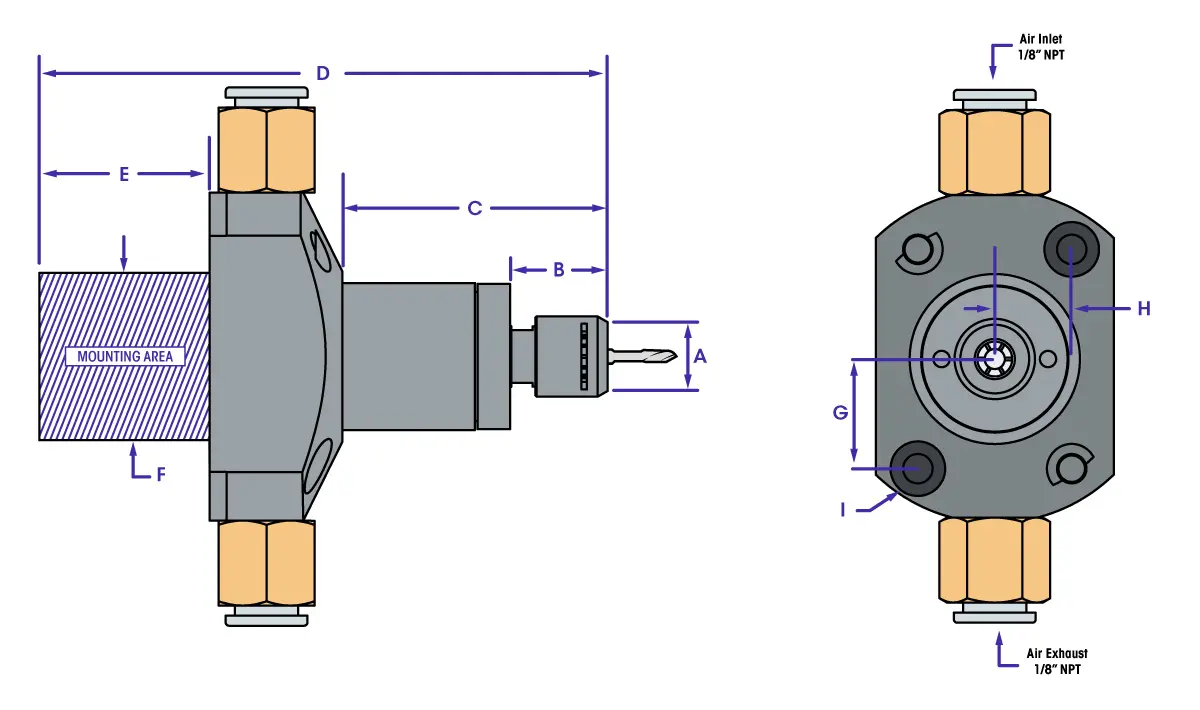
800LT寸法図
外径 Ø 25 mm
 800LTについてさらに詳しく
800LTについてさらに詳しく
| 800LT 25 mm 外径寸法 | |||||
| A | Ø 0.47インチ (12 mm) | E | 1.0″(25.4 mm) | I | Ø 0.17インチ (4.32 mm) スルー Ø 0.32インチ (8.13 mm) ↧ 0.46インチ (11.68 mm) 標準 (2) |
| B | 0.57」(14.5のミリメートル) | F | Ø 0.97インチ (24.89mm) | ||
| C | 1.56」(39.62のミリメートル) | G | 0.65 インチ (16.51 mm) 標準 (2) | ||
| D | 3.34″(84.84 mm) | H | 0.45インチ(11.43 mm)標準(2) | ||
| 800LT 25 mm 外径寸法 | |
| A | Ø 0.47インチ (12 mm) |
| B | 0.57」(14.5のミリメートル) |
| C | 1.56」(39.62のミリメートル) |
| D | 3.34″(84.84 mm) |
| E | 1.0″(25.4 mm) |
| F | Ø 0.97インチ (24.89mm) |
| G | 0.65 インチ (16.51 mm) 標準 (2) |
| H | 0.45インチ(11.43 mm)標準(2) |
| I | Ø 0.17インチ (4.32 mm) スルー Ø 0.32インチ (8.13 mm) ↧ 0.46インチ (11.68 mm) 標準 (2) |






図4: すべてのエアタービンライブツールを取り付けるための適切な取り付け領域と寸法を示す表®.
新しい送り速度とサイクルタイムを計算する
エアタービンライブツールを操作するためにプログラムで設定されたRPMを変更する必要はありません。® 旋盤で。代わりに、プログラムで送り速度を変更してください。
すべてのエアタービンライブツール® 工場出荷時に設定された一定の速度で動作し、指定速度の10%以内で試験・評価されます。 図1 以下は、新しい供給速度とサイクル タイムを計算するための概算です。特定のアプリケーションについては、必ずエア タービン技術者にご相談ください。
| 計算変数 | |
| 変数 | 値の例 |
| 標準ライブツールRPM | 6,000 RPM |
| 標準ライブツール送り速度 | 0.001IPR |
| 標準ライブツールサイクルタイム | 60分 |
| エアタービンライブツール® RPM | 60,000 RPM |
1
60,000 回転数÷6,000 回転数= 10
エアタービンライブツールを分割する® RPM をメインスピンドルの RPM で割って、RPM が何倍速いかを判断します。
2
0.001IPR × 10 = 0.01IPR
エアタービンライブツールを使用する際に新しい送り速度を計算します® 現在の送り速度に RPM の何倍の速さを掛け合わせます。
3
60分÷ 10 = 6分
現在のサイクル タイムを RPM の何倍速いかで割って、新しいサイクル タイムを計算します。
図5: エアタービンライブツールで新しい送り速度とサイクルタイムのおおよその値を決定するために使用される一連の式® メインスピンドルの RPM、現在の送り速度、および現在のサイクル時間を使用します。
操作
ベアリングの潤滑が固まらないように、最初の使用前にラインの汚染物質を除去し、少なくとも 10 分間稼働させてください。
エアタービンライブツールの操作中は常に空気圧ゲージを監視してください。®. 高速加工を成功させ、ツールの性能を最適化する鍵は、非常に高い送り速度で軽いパスをプログラムすることです。表面仕上げの品質を観察しながら軽いパスから始めて、最適な切削条件を得るために徐々に送り速度を下げるか上げます。あまり激しく切削しないでください。タービンに過負荷がかかり、切削ツールが停止したり、材料を引きずったりする原因になります。ツールをワーク上で引きずったり、突然停止したりすると、ベアリングにストレスがかかり、グリースが押し出されて早期故障の原因になります。

湿気の多い環境での作業
エアタービンライブツール® 湿気の多い環境でも使用できるように密閉されています。湿気の多い環境では、エアタービンライブツールへの空気供給をオンにしてください。® 冷却水の流れをオンにします。 サイクルの最後に、まず冷却剤をオフにします。 冷却水の流れが止まった後にのみ、 その後 ツールへの空気の流れをオフにすることができます。

サービスとサポート
米国とドイツの技術チームからいつでもサポートをご利用いただけます。 修理サービスはフロリダとミュンヘンでご利用いただけます。 当社の工場技術者に +1-561-994-0500 までお電話いただくか、電子メールでご連絡ください。 [メール保護].