ケーススタディ:CNCサイクルタイムを80%以上削減
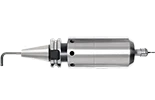
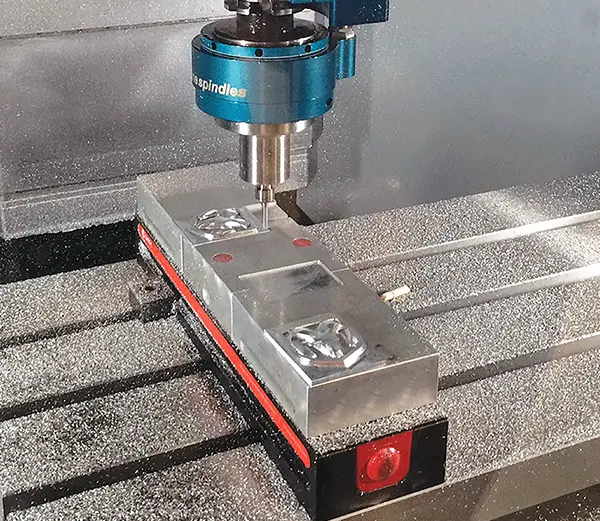
最近の並列研究では、AW2024 / 31355アルミニウムは、標準のHaas 8,000 RPM CNCスピンドルとエアタービンツールの両方を使用してフライス加工されました。® 650スピンドルシリーズは、それぞれボールノーズ工具を搭載しています。サイクルタイムは…
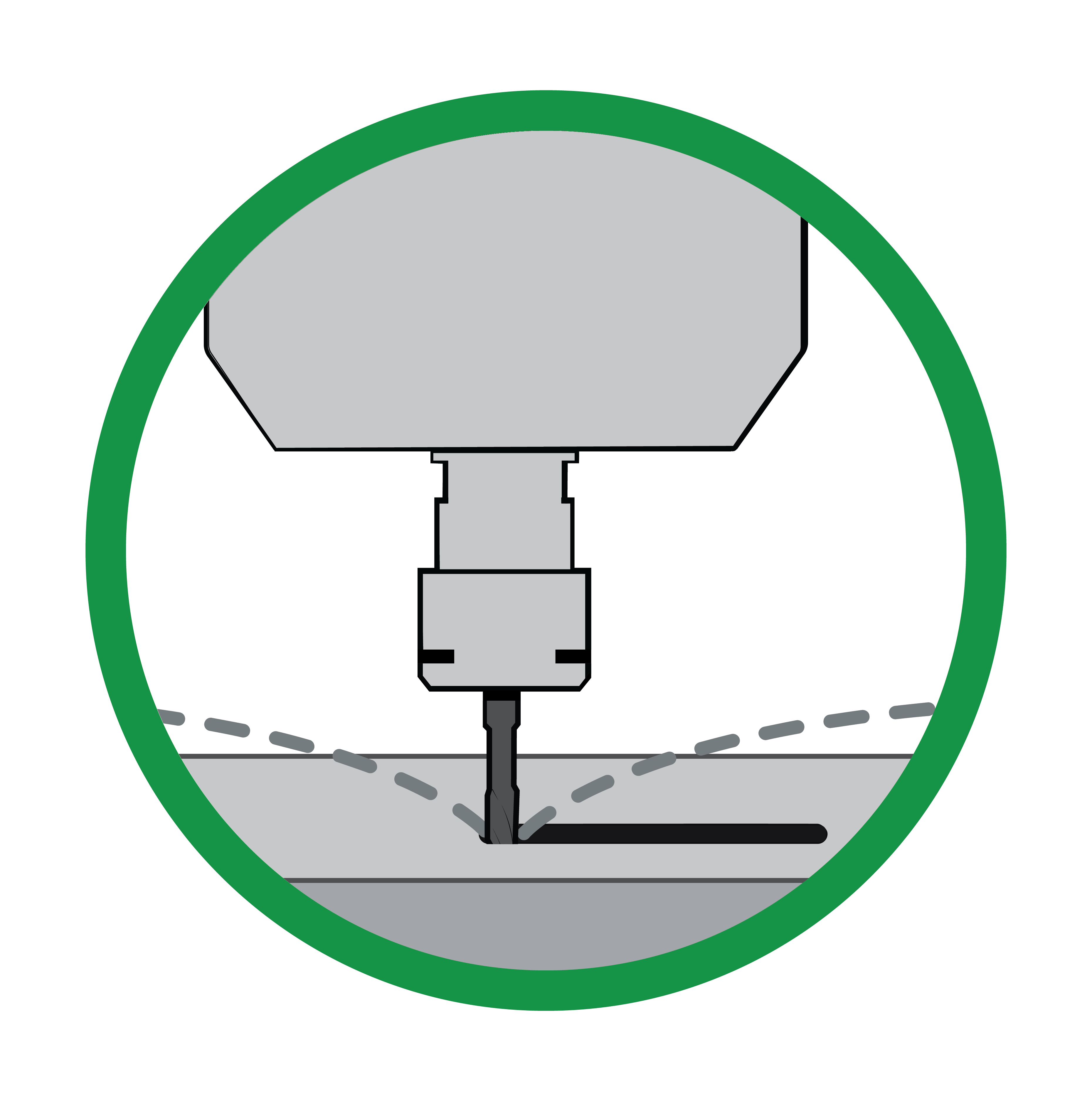
材料:AW2024/31355
道具: Ø3ミリメートル
DOC:20 mm
ステップ:20 mm


加工時間、表面仕上げ、そして工具寿命を最適化するには、送り速度と回転速度を決定する必要があります。回転速度と送り量、そして必要な馬力は、機械工ハンドブックと一連の計算式を用いて計算できます。機械工ハンドブックの情報は、生産速度、つまり平均工具寿命が2時間未満であることを前提としています。
生産速度は工具コストに対する最大の生産性を示しますが、機械工場で行う小規模な加工では必ずしも現実的ではありません。しかし、計算された速度と送り速度は、目的に応じてどの速度を使用すべきかを判断する上で有用な参考資料となります。以下は、平面フライス加工または溝切り加工における速度と送り速度の計算方法を示しています。
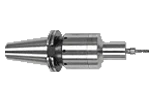
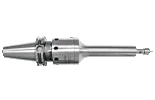
標準機械スピンドル12,000 RPM = 2.22 インチ/分 (56.5 mm/分) 前進
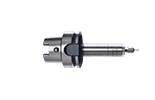
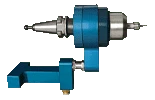
エアタービンスピンドル® 625シリーズ、50,000 RPM一定 = 9.28 インチ/分 (235.6 mm/分) 前進
エアタービンスピンドルを使用すると、切削速度が4.2倍になります®!
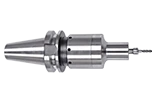
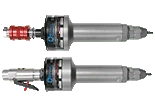
サイクルタイムの短縮に加えて、切削工具の精度が向上し、寿命が延びます
切削速度 = (D × π × 主軸速度)/1000
カッター速度とも呼ばれます。 ツールの外径上のポイントの速度。 値は素材によって異なります。
チップロードとも呼ばれます。 XNUMX 回転中に各歯が除去するストックの量。 値は、素材、工具サイズ、および工具材料によって異なります。
電力要件の計算に使用される数値。 値は素材によって異なります。
►
►
►
►
►
►
►
►

最近の並列研究では、AW2024 / 31355アルミニウムは、標準のHaas 8,000 RPM CNCスピンドルとエアタービンツールの両方を使用してフライス加工されました。® 650スピンドルシリーズは、それぞれボールノーズ工具を搭載しています。サイクルタイムは…
ボルティックウォッチとエアタービンツールでアンティーク懐中時計を腕時計に復元®
3 RPM での 40,000D サーフェス作成により、サイクル タイムが 4 分の XNUMX に短縮
KS Analytical Systems の Ken Stauver の証言
サイクルタイムを大幅短縮! ロボドリルで 50,000 rpm でアルミニウムに穴あけ

米国とドイツの技術チームからいつでもサポートをご利用いただけます。 修理サービスはフロリダとミュンヘンでご利用いただけます。 当社の工場技術者に +1-561-994-0500 までお電話いただくか、電子メールでご連絡ください。 [メール保護].