AVVERTIMENTO
Il collegamento all'alimentazione dell'aria avvia la rotazione del mandrino. Non collegare l'aria al tuo utensile finché l'installazione non è completa.

Leggere attentamente tutte le istruzioni prima dell'installazione e dell'uso.
Contenuto PDF scaricabile
Note utente e configurazione
- Mandrini per turbine ad aria® Note per l'utente e guida all'installazione
- Sostituzione di una pinza e di un utensile da taglio
- Guida all'impostazione del gruppo di montaggio del cambio utensile
- Guida all'impostazione dell'allarme di rottura dell'utensile
- Mandrini per turbine ad aria® Benutzerhinweise Und Einrichtungsanleitung
Numeri di parte degli accessori

Montaggio dei mandrini delle turbine ad aria® nel tuo CNC
Hai tre opzioni per montare il tuo mandrino della turbina ad aria® alla tua macchina CNC.
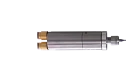
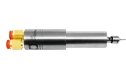
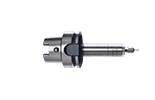
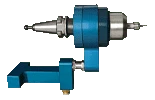
- Presa d'aria laterale o posteriore
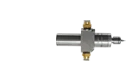
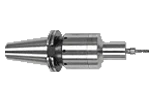
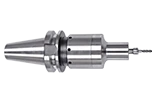
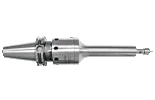
- Alimentazione aria attraverso il portautensili
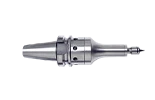
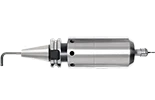
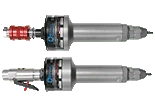
- Gruppo di montaggio del cambio utensile
Il mandrino ha 2 ingressi aria (posteriore + laterale) ed è importante che l'ingresso che non viene utilizzato sia chiuso. Se si sente un rumore forte o si hanno prestazioni di potenza sottostimate, assicurarsi che l'ingresso inutilizzato sia correttamente tappato. Se necessario, utilizzare magneti per il montaggio temporaneo durante l'installazione.
1.
Presa d'aria laterale o posteriore
2.
Alimentazione aria tramite portautensili passante
3.
Gruppo di montaggio del cambio utensile (ATC)
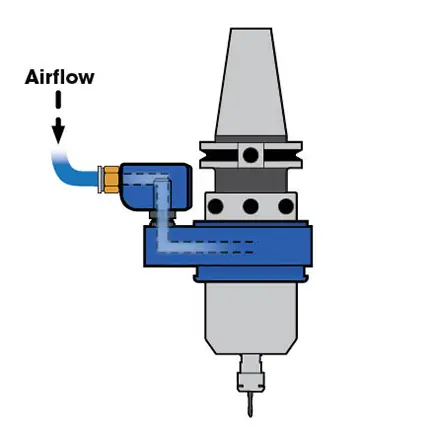

1. Presa d'aria laterale o posteriore
Le serie 600X, 601, 602, 625 e 625X di mandrini per turbine ad aria® Sono disponibili opzioni di ingresso posteriore o laterale selezionabili. Le unità JS possono essere combinate con portautensili ER32 o altri per una compatibilità infinita.
I modelli 650JS e 650XJS utilizzano solo l'ingresso laterale per l'alimentazione dell'aria.

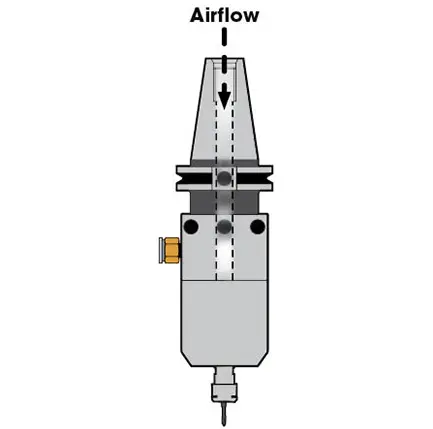
2. Alimentazione aria tramite portautensili passante
Per fornire aria passante (TSA) per alimentare i mandrini delle turbine ad aria®, verificare il flusso massimo CFM (L/s) possibile attraverso il canale dell'aria e determinare il diametro interno massimo della barra di trazione/perno di trazione/tubo flessibile interno nel sistema, incluso qualsiasi solenoide utilizzato per azionare l'aria.
Alcune manopole di ritenzione possono essere forate per allargare l'apertura e consentire il flusso corretto come specificato in la figura 3Il canale deve essere pulito e non deve presentare parti più piccole del diametro interno minimo specificato per il modello nella tabella in la figura 2 in modo che il volume d'aria non sia limitato. Prima di utilizzare il mandrino della turbina ad aria® Durante le operazioni automatiche si raccomanda di cambiare l'utensile con uno vuoto e di eseguire un getto d'aria compressa di almeno 5 secondi per rimuovere eventuali contaminanti (trucioli, liquido refrigerante).
Tutti i mandrini HSK possono essere utilizzati con l'alimentazione dell'aria centrale se la linea aerea e tutti i connettori soddisfano i requisiti minimi di diametro interno indicati per il modello in uso. la figura 2.
AVVISO TECNICO
Alcune macchine CNC, come Hermle, includono una "valvola Perlman", che limita la pressione del flusso d'aria a 30 psi / 3 bar. Questa pressione è inferiore alla pressione minima richiesta di 90 psi / 6.2 bar per il funzionamento dei mandrini delle turbine ad aria.®.
Questa valvola deve essere rimossa per il corretto funzionamento dei mandrini delle turbine ad aria®Consultare il tecnico della macchina per assicurarsi che non vi siano restrizioni al flusso d'aria. La mancata rimozione di questa valvola causerà una restrizione del flusso, una riduzione delle prestazioni e danni al mandrino della turbina ad aria.®.

3. Gruppo di montaggio del cambio utensile (ATC)
La nostra opzione brevettata di montaggio del cambio utensile avvolgente (TMA) consente ai cambiautensili CNC di caricare/scaricare automaticamente la nostra famiglia di mandrini di precisione ad alta velocità utilizzando un sistema di collare proprietario e un blocco di montaggio o un anello attorno al mandrino CNC; il collare TMA si orienta integrandosi sul lato destro del mandrino CNC in pochi minuti. Il blocco TMA rimane sul mandrino CNC per i normali cambi utensile, anche se non si utilizza il mandrino della turbina ad aria® poiché non interferisce con l'utilizzo del mandrino principale.
Esistono tre tipi principali di gruppi di montaggio del cambio utensile come mostrato di seguito per essere compatibili con Haas, Hurco, Doosan, Robodrill, Hardinge, DMG, Brother, Okuma e tutti gli altri CNC. Siamo abituati a sviluppare soluzioni personalizzate per qualsiasi CNC. Può essere fornito anche un blocco universale per forare le posizioni delle viti CNC. Sono disponibili kit di installazione.
Avvitare il blocco di montaggio
Anello e blocco in due pezzi
Trapano a colonna


Installazione iniziale
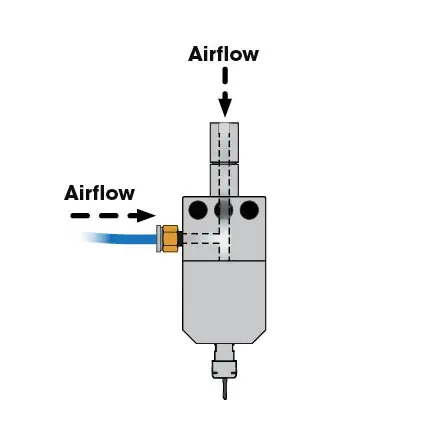
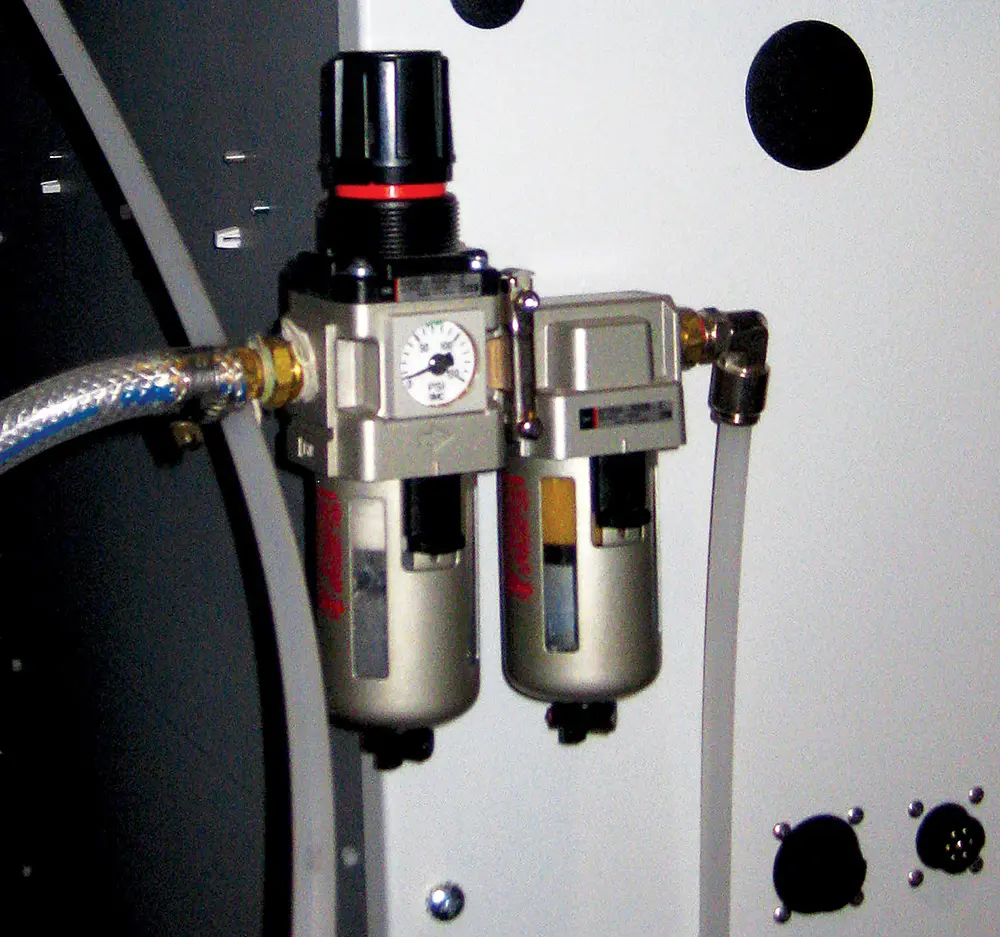
Montare il mandrino della turbina ad aria® nella tua macchina CNC e installa una nuova linea dedicata per l'aria pulita da un filtro/regolatore al mandrino della tua turbina ad aria® Come mostrato in la figura 1I filtri/regolatori sono inclusi con il mandrino e sono disponibili per un acquisto separato.
Assicurarsi che tutte le linee dell'aria e i raccordi soddisfino il diametro interno minimo specificato per il modello, come specificato in la figura 2Inoltre, posizionare un tappo in ogni presa d'aria non utilizzata.
Opzionale: Se si dispone di una valvola di intercettazione manuale, installarla dopo il filtro/regolatore come mostrato in la figura 1Si consiglia di utilizzare una valvola manuale.
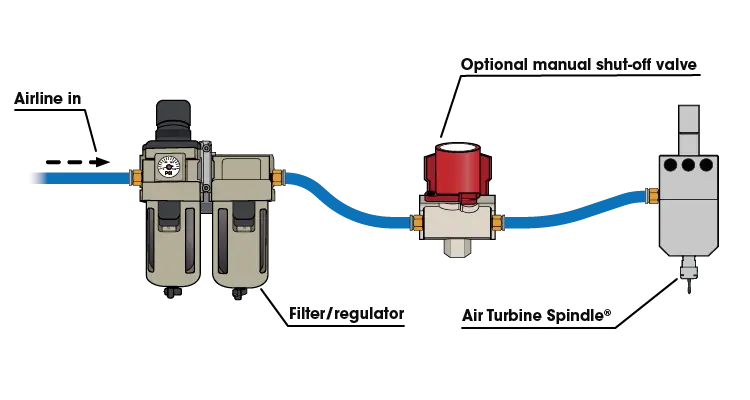
Figura 1: Una linea aerea pulita da un filtro/regolatore a una valvola di intercettazione manuale a un mandrino di turbina ad aria®.

Requisiti per tubi flessibili e raccordi dell'aria
Evitate raccordi, giunti e tubi flessibili con un diametro interno inferiore al minimo richiesto per il vostro modello. Qualsiasi raccordo più piccolo del minimo limiterà il flusso d'aria e ridurrà la potenza del mandrino della turbina ad aria.®Puoi trovare il diametro interno minimo richiesto (ID) per raccordi e tubi flessibili per il tuo utensile nella tabella mostrata in la figura 2.
Le limitazioni del flusso d'aria (come perdite e ostruzioni) causeranno prestazioni insufficienti e trascineranno l'utensile nel materiale, danneggiando i cuscinetti. Alcuni raccordi con dimensioni interne nominali potrebbero avere un diametro interno del passaggio inferiore a quello indicato e limitare il flusso d'aria e la potenza. Basta un solo raccordo con un diametro interno troppo piccolo per ridurre il flusso d'aria e la potenza del mandrino della turbina ad aria.®.
AVVERTIMENTO
Il mandrino della turbina ad aria® Deve essere utilizzato per almeno 10 minuti ogni 30 giorni dalla data di fabbricazione per mantenere prestazioni ottimali. Utilizzare almeno 10 minuti prima del primo utilizzo.
Il mandrino della turbina ad aria® Deve essere utilizzato per almeno 10 minuti ogni 30 giorni dalla data di fabbricazione per mantenere prestazioni ottimali. Utilizzare almeno 10 minuti prima del primo utilizzo.
| Requisiti dei tubi flessibili e dei raccordi dell'aria per i mandrini delle turbine ad aria® | ||
| Modello | Diametro interno minimo richiesto per tubo flessibile/connettore | |
| Metrico | Imperial | |
| 4 mm | 5 / 32 " |
| 6 mm | 15 / 64 " |
| 8 mm | 5 / 16 " |
| 10 mm | 25 / 64 " |
| Requisiti dei tubi flessibili e dei raccordi dell'aria per i mandrini delle turbine ad aria® |
| Modello |
|
|
|
|
| Diametro interno minimo richiesto per tubo flessibile/connettore | |
| Metrico | Imperial |
| 4 mm | 5 / 32 " |
| 6 mm | 15 / 64 " |
| 8 mm | 5 / 16 " |
| 10 mm | 25 / 64 " |
Figura 2: Mandrini per turbine ad aria® specifiche del diametro interno del tubo/raccordo/connettore.
Air Requisiti
Assicurarsi che vi sia un volume sufficiente di flusso di aria compressa pulita a 90 psi/6.2 bar con il volume di flusso d'aria specificato CFM (L/s) per il modello in uso, come mostrato nella tabella in la figura 3 per mantenere il consumo di aria di lavoro. A seconda dell'applicazione, considerare il consumo di capacità di picco o di stallo. Il nostro regolatore aumenta il volume del flusso d'aria su richiesta per mantenere la rotazione ad alta velocità quando l'utensile inizia a tagliare. La pressione dell'aria e il volume del flusso devono quindi essere disponibili su richiesta e rimanere costanti senza cali nel tempo o durante il taglio.
AVVERTIMENTO
Il collegamento all'alimentazione dell'aria avvia la rotazione del mandrino. Non collegare l'aria al tuo utensile finché l'installazione non è completa.
Il collegamento all'alimentazione dell'aria avvia la rotazione del mandrino. Non collegare l'aria al tuo utensile finché l'installazione non è completa.
Non oliare o lubrificare. Utilizzare solo aria compressa asciutta, pulita e priva di olio da 90 psi (6.2 bar).
Evitare una pressione inferiore a 90 psi (6.2 bar), che causa lo trascinamento dell'utensile attraverso il materiale, causando una rapida usura dei cuscinetti e prestazioni sottodimensionate. Non utilizzare una pressione superiore a 100 psi (6.9 bar) che farebbe scoppiare il produttore di energia della turbina.
La pressione e il flusso dell'aria devono rimanere costanti, senza cali sotto il carico di taglio. Un flusso insufficiente causerà il rallentamento o l'arresto improvviso della rotazione dell'utensile, danneggiando i cuscinetti. Se si verifica un calo di psi (bar) al di sotto di 90 psi (6.2 bar), il compressore potrebbe non avere abbastanza CFM (L/s) per alimentare il mandrino della turbina ad aria.® oppure c'è una restrizione del flusso nella linea dell'aria.
Valutazione CFM/L/s inattivo rispetto alle valutazioni del consumo di aria di lavoro
Mandrini per turbine ad aria® consumano più aria all'aumentare del carico di taglio o della quantità di materiale rimosso. Questo è il normale funzionamento del nostro regolatore brevettato che mantiene elevata la velocità sul percorso utensile e rende i mandrini a turbina ad aria® efficiente nel consumo d'aria.
| Mandrini per turbine ad aria® Idle e valutazioni del consumo di aria di lavoro |
|||
| Modello | Velocità | Consumo d'aria inattivo | Consumo d'aria Flusso di lavoro |
| 65,000 RPM | 3.5 CFM (1.65 l/s) | 5 CFM (2.36 l/s) |
| 80,000 RPM | |||
| 40,000 RPM | 4.5 CFM (2.1 l/s) | Da 5 a 6 metri cubi (da 2.26 a 2.83 l/s) |
| 50,000 RPM | |||
| 65,000 RPM | |||
| 90,000 RPM | 5 CFM (2.36 l/s) | ||
| 30,000 RPM | 12 CFM (5.66 l/s) | Da 11 a 20 metri cubi (da 5.19 a 9.44 l/s) |
| 40,000 RPM | 14 CFM (6.61 l/s) | ||
| 50,000 RPM | |||
| 65,000 RPM | 16 CFM (7.55 l/s) | ||
| 30,000 RPM | 16 CFM (7.55 l/s) | Da 22 a 30 metri cubi (da 10.38 a 14.16 l/s) |
| 40,000 RPM | 20 CFM (9.44 l/s) | ||
| 50,000 RPM | |||
| 30,000 giri al minuto - 50,000 giri al minuto | 12 CFM (5.66 l/s) - 20 CFM (9.44 l/s) | Da 11 a 30 metri cubi (da 5.19 a 14.16 l/s) |
| 25,000 RPM | 13 CFM (6.14 l/s) | Da 14 a 35 metri cubi (da 6.61 a 16.52 l/s) |
| 30,000 RPM | 18 CFM (6.49 l/s) | ||
| 40,000 RPM | |||
| 25,000 RPM | 14 CFM (6.61 l/s) | Da 19 a 40 piedi cubi (da 8.97 a 18.89 l/s) |
| 30,000 RPM | 20 CFM (9.44 l/s) | ||
| 40,000 RPM | 23 CFM (10.85 l/s) | ||
| 25,000 giri al minuto - 40,000 giri al minuto | 13 CFM (6.14 l/s) - 23 CFM (10.85 l/s) | Da 14 a 40 piedi cubi (da 6.61 a 18.89 l/s) |
| 50,000 RPM | 20 CFM (9.44 l/s) | Da 20 a 35 piedi cubi (da 9.44 a 16.52 l/s) |
| Mandrini per turbine ad aria® Valori di consumo di aria al minimo e in funzione |
| Modello |
|
|
|
|
|
|
|
|
|
| Velocità | Consumo d'aria inattivo | Consumo d'aria Flusso di lavoro |
| 65,000 RPM | 3.5 CFM (1.65 l/s) | 5 CFM (2.36 l/s) |
| 80,000 RPM | ||
| 40,000 RPM | 4.5 CFM (2.1 l/s) | Da 5 a 6 metri cubi (da 2.26 a 2.83 l/s) |
| 50,000 RPM | ||
| 65,000 RPM | ||
| 90,000 RPM | 5 CFM (2.36 l/s) | |
| 30,000 RPM | 12 CFM (5.66 l/s) | Da 11 a 20 metri cubi (da 5.19 a 9.44 l/s) |
| 40,000 RPM | 14 CFM (6.61 l/s) | |
| 50,000 RPM | ||
| 65,000 RPM | 16 CFM (7.55 l/s) | |
| 30,000 RPM | 16 CFM (7.55 l/s) | Da 22 a 30 metri cubi (da 10.38 a 14.16 l/s) |
| 40,000 RPM | 20 CFM (9.44 l/s) | |
| 50,000 RPM | ||
| 30,000 giri al minuto - 50,000 giri al minuto | 12 CFM (5.66 l/s) - 20 CFM (9.44 l/s) | Da 11 a 30 metri cubi (da 5.19 a 14.16 l/s) |
| 25,000 RPM | 13 CFM (6.14 l/s) | Da 14 a 35 metri cubi (da 6.61 a 16.52 l/s) |
| 30,000 RPM | 18 CFM (6.49 l/s) | |
| 40,000 RPM | ||
| 25,000 RPM | 14 CFM (6.61 l/s) | Da 19 a 40 metri cubi (da 9.87 a 18.89 l/s) |
| 30,000 RPM | 20 CFM (9.44 l/s) | |
| 40,000 RPM | 23 CFM (10.85 l/s) | |
| 25,000 giri al minuto - 40,000 giri al minuto | 13 CFM (6.14 l/s) - 23 CFM (10.85 l/s) | Da 14 a 40 metri cubi (da 6.61 a 18.89 l/s) |
| 50,000 RPM | 20 CFM (9.44 l/s) | Da 20 a 35 metri cubi (da 9.44 a 16.52 l/s) |
Figura 3: Valori nominali di CFM (L/s) inattivi e consumo di aria di lavoro per mandrini di turbine ad aria®.
Installazione del gruppo di montaggio del cambio utensile
Installazione di mandrini per turbine ad aria TMA su macchina Haas
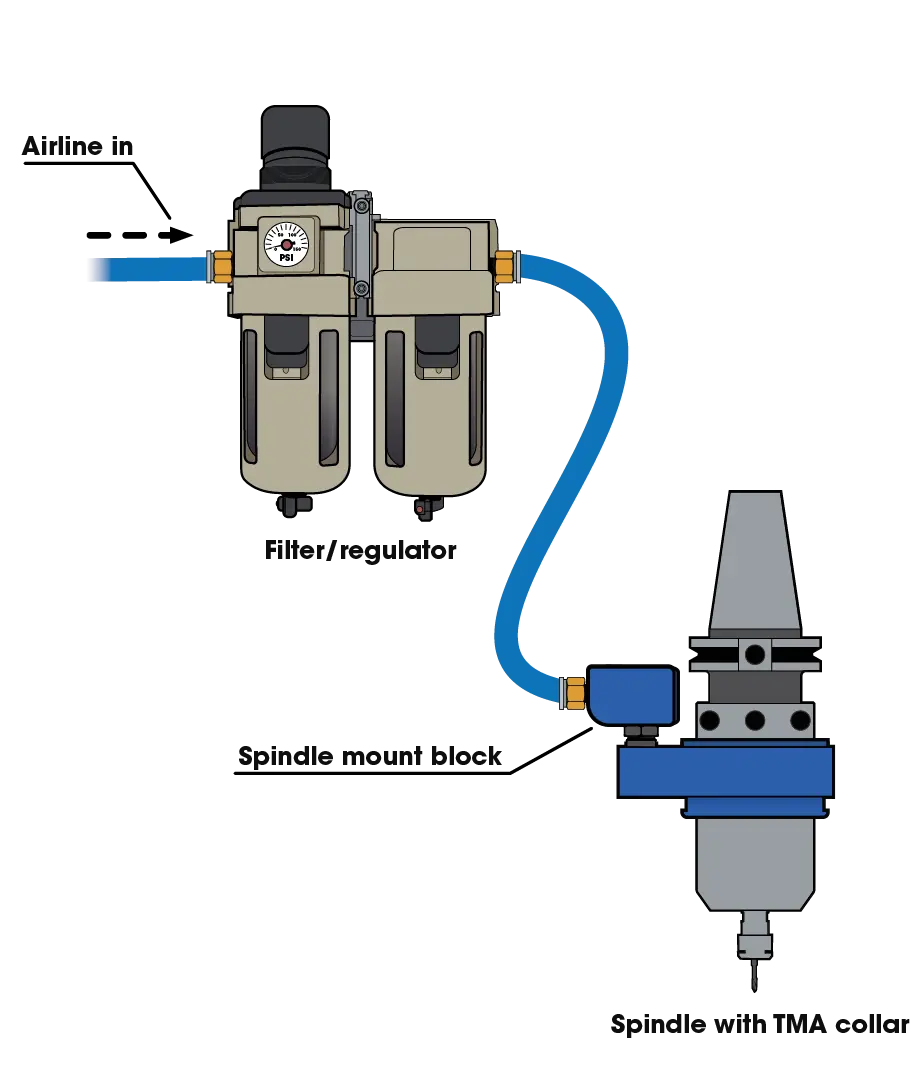
Figura 4: Una linea aerea pulita da un filtro/regolatore a un mandrino di turbina ad aria® con il gruppo di montaggio del cambio utensile.
Installare il blocco di montaggio del mandrino in dotazione collegando la linea dedicata dell'aria pulita dal filtro/regolatore incluso al mandrino come mostrato in la figura 4Offriamo numerosi blocchi di montaggio mandrino preforati per diversi modelli di macchine CNC e un blocco universale.
*L'azione di installazione richiede SHCS 10-32 x 0.75" sulle macchine CNC Haas.
Preparare il mandrino CNC eseguendo M19 o l'orientamento del mandrino. Assicurarsi che l'ugello TMA liberi tutte le parti per la protezione del cambio utensile CNC o le colonne della macchina consultando i disegni del produttore CNC o verificando tutti gli spazi liberi con uno strumento di simulazione. Per alcune macchine a portale, l'ugello o il diametro esterno del collare TMA non liberano l'angolo della colonna (ad esempio, tutte le macchine di tipo GR richiedono un rack per utensili speciale sul tavolo della macchina o caricamento manuale).
Nota: Una volta che il mandrino della turbina ad aria® è caricato nel mandrino CNC, dovresti regolare l'altezza della vite dell'ugello per agganciare la guarnizione della valvola a sfera come mostrato in la figura 5Il flusso d'aria attiverà il mandrino al momento dell'accoppiamento.
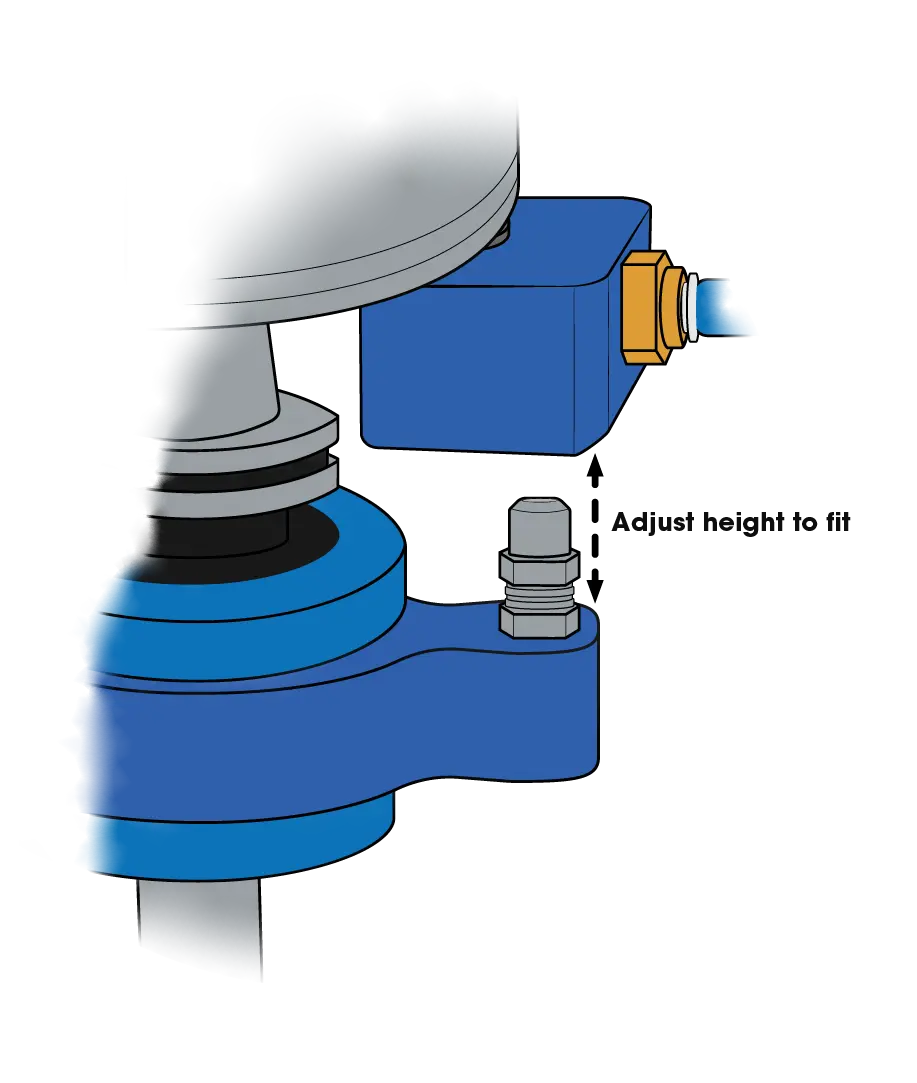
Figura 5: Regolazione dell'altezza della vite dell'ugello.
Potrebbe essere necessario procedere per tentativi ed errori quando si regola l'altezza delle viti dell'ugello. Non consentire alla barra di trazione del mandrino principale (pulsante di rilascio dell'utensile) di avviarsi a meno che l'ugello del connettore non salga nel foro di ingresso del blocco (circa 1/4" (6 mm) nel foro di ingresso).
Se il braccio dell'ugello non è allineato con l'ingresso, rimuovere il mandrino della turbina ad aria® dall'area conica del mandrino CNC e regolare la sincronizzazione dell'ugello TMA per allinearlo correttamente con il foro di ingresso, quindi riprovare la procedura di caricamento. Una volta caricato correttamente nel mandrino principale CNC, aprire la valvola di intercettazione del tubo dell'aria. Se il mandrino si avvia e non fuoriesce aria, si può presumere che l'ugello del connettore sia impostato all'altezza corretta. Se si sente fuoriuscire aria, è necessaria un'ulteriore regolazione.
Codici G e orientamento del mandrino
Assicurarsi che l'installazione sia avvenuta correttamente eseguendo più volte un cambio utensile con l'override impostato sulla velocità più bassa per osservare il carico e lo scarico del mandrino della turbina ad aria® per garantire che si innesti e funzioni correttamente. Ogni controllo CNC ha codici diversi per garantire che il mandrino principale del CNC non si accenda mentre il mandrino della turbina ad aria® è caricato Per motivi di sicurezza è fondamentale garantire che il personale addetto all'allestimento, gli operatori delle macchine, i programmatori, ecc. siano tutti adeguatamente informati che il mandrino principale deve rimanere fermo, tranne quando la macchina CNC sta eseguendo un cambio utensile. Durante un cambio utensile, dopo aver caricato il mandrino della turbina ad aria® Un mandrino CNC normalmente esegue un orientamento o una rotazione del mandrino per garantire che i denti di guida siano allineati prima del caricamento nel tamburo del cambio utensile o nel meccanismo del caricatore laterale. Il gruppo di montaggio del cambio utensile consente l'orientamento del mandrino grazie al suo sistema di collare brevettato.
Risoluzione dei problemi di installazione del TMA

Mandrino della turbina ad aria® Non si accende
Prendi una chiave inglese e gira la vite dell'ugello del connettore in senso antiorario per aumentare l'altezza. Prestare attenzione alle mani e agli indumenti che potrebbero trovarsi in prossimità del mandrino, poiché quest'ultimo si accenderà e ruoterà al regime nominale quando verrà fornita aria. Una volta che il mandrino della turbina ad aria® si accende, sollevare ancora un po' la vite dell'ugello e quindi bloccare il controdado esagonale per fissare l'ugello in posizione.

L'ugello è troppo alto
Se l'ugello è troppo alto, vedrai il collare del mandrino blu inclinarsi. Ciò potrebbe allentare il blocco inferiore nel collare del mandrino o consentire il rilascio di aria eccessiva dagli O-ring del collare, che sigillano il collare TMA alla parte della flangia principale del sistema del collare TMA. Se l'ugello è troppo alto, invertire la procedura per abbassare l'ugello e serrare nuovamente il controdado in modo che il connettore sia ben inserito.
Rotazione del collare TMA
Un livello di resistenza impostato in fabbrica (ad esempio, collare con sezione stantuffo alla sezione corpo mandrino) mantiene lo stantuffo in posizione durante un cambio utensile, pur consentendo la libera rotazione (ad esempio, orientamento mandrino). Nel tempo, l'attrito può modificare la rigidità nella rotazione a causa di refrigerante, polvere, ecc. Assicurarsi che non ci sia troppo attrito o troppo poco, in entrambi i casi il mandrino si caricherà male. La tenuta del collare può essere regolata utilizzando chiavi esagonali. Se il collare del mandrino non ruota, allentare il collare regolando i dadi esagonali nel collare del mandrino per consentire la libera rotazione con una leggera pressione senza essere allentati. Il mandrino deve rimanere libero di ruotare pur essendo saldamente in posizione.
Manutenzione
Il mandrino della turbina ad aria® deve essere utilizzato per almeno 10 minuti ogni 30 giorni dalla data di fabbricazione per mantenere prestazioni ottimali.
Eseguire almeno 10 minuti prima dell'uso iniziale. La linea aerea deve essere impeccabilmente pulita, senza giunti o tubi più piccoli del diametro interno minimo richiesto per il modello, come descritto in la figura 2 in modo che il volume del flusso d'aria non sia limitato.
Spurgare la linea aerea da eventuali contaminazioni prima di ogni utilizzo. Il filtro/regolatore di estrazione da 0.3 micron incluso è un accessorio necessario per i mandrini delle turbine ad aria.® Per eliminare le impurità dall'aria di alimentazione. La contaminazione danneggerà i componenti della turbina e richiederà riparazioni. Gli elementi filtranti devono essere sostituiti periodicamente e l'estrattore deve essere svuotato durante i normali cicli di manutenzione.
Calcolo della nuova velocità di avanzamento e del tempo di ciclo
Non è necessario modificare il numero di giri impostato nel programma per azionare i mandrini della turbina ad aria® nella tua macchina CNC. Modifica invece la velocità di avanzamento nel tuo programma. Tutti i mandrini per turbine ad aria® funzionano a una velocità fissa costante impostata in fabbrica e sono testati e classificati per essere entro il 10% della velocità designata.
La formula in la figura 6 di seguito è riportata un'approssimazione per calcolare la nuova velocità di avanzamento e il nuovo tempo di ciclo. Per la tua specifica applicazione, consulta sempre un tecnico specializzato in turbine ad aria.
| Variabili di calcolo | |
| Variabile | Valore di esempio |
| Giri al minuto del mandrino principale | 10,000 RPM |
| Velocità di avanzamento del mandrino principale | 10 IPM |
| Tempo di ciclo del mandrino principale | di 60 minuti |
| Mandrino della turbina ad aria® RPM | 40,000 RPM |
1
40,000 giri/min ÷ 10,000 giri/min = 4
Dividi il mandrino della turbina ad aria® RPM in base ai giri al minuto del mandrino principale per determinare di quante volte è più veloce il numero di giri al minuto.
2
10 pollici al minuto × 4 = 40 pollici al minuto
Calcola la tua nuova velocità di avanzamento quando usi il tuo mandrino a turbina ad aria® moltiplicando la velocità di avanzamento attuale per il numero di volte più veloce dei giri al minuto.
3
60 minuti ÷ 4 = 15 minuti
Calcola il tuo nuovo tempo di ciclo dividendo il tempo del ciclo corrente per il numero di volte più veloce dei giri al minuto.
Figura 6: Un insieme di formule utilizzate per determinare la nuova velocità di avanzamento approssimativa e il tempo di ciclo con un mandrino a turbina ad aria® utilizzando i giri al minuto dei mandrini principali, la velocità di avanzamento attuale e il tempo di ciclo attuale.
Funzionamento
Monitorare sempre il manometro dell'aria durante il funzionamento del mandrino della turbina ad aria®. La chiave per una lavorazione ad alta velocità di successo e prestazioni ottimizzate degli utensili è programmare passate leggere a velocità di avanzamento molto elevate. Tutti gli utensili sono testati e classificati entro il 10% della velocità designata. Inizia con una passata leggera osservando la qualità della finitura superficiale e gradualmente diminuisci o aumenta la velocità di avanzamento per condizioni di taglio ottimali. Non cercare di tagliare in modo troppo aggressivo. Sovraccaricherai la turbina, causando lo stallo dell'utensile da taglio o trascinando il materiale. Trascinare l'utensile sul pezzo o un arresto improvviso causerà stress ai cuscinetti e forzerà la fuoriuscita del grasso, causando guasti prematuri.
AVVERTIMENTO
Prima dell'uso iniziale, spurgare la linea da eventuali contaminazioni e farla funzionare per almeno 10 minuti per evitare che la lubrificazione dei cuscinetti si solidifichi.

Programmazione del mandrino della turbina ad aria®
A parte alcuni casi, i mandrini delle turbine ad aria® eseguirà i normali programmi CAM. Tutto ciò che devi fare è rimuovere il comando RPM del mandrino (S3000) e il comando di direzione di rotazione (M3 o M4). Ad alta velocità, è consigliabile utilizzare un utensile da taglio concentrico a bassa velocità nominale con un avanzamento rapido e profondità di taglio ridotte. Questa tecnica di programmazione a strati produce un'azione di taglio pulita e ottimizza le prestazioni e la durata dell'utensile.
Comandi del mandrino
Aumentare gradualmente la profondità di taglio per stabilire condizioni di taglio ottimali. Utilizzare M05 sui controlli di tipo Fanuc per assicurarsi che il mandrino principale sia spento. Assicurarsi sempre che il mandrino principale sia programmato per non ruotare (S0/M05).
Cicli fissi
Attenzione: sui controlli CNC, i comandi G81, G82, G83 (foratura a immersione) attiveranno il mandrino della macchina, anche con M05 (arresto mandrino). Nella maggior parte delle applicazioni di foratura non sarà necessario effettuare la foratura a immersione grazie all'elevata velocità del mandrino della turbina ad aria.®Esistono diverse soluzioni alternative: alcuni programmi CAM consentono di programmare la foratura senza un ciclo fisso, oppure è possibile programmare il percorso manualmente, oppure è possibile utilizzare macro.
Cicli fissi
Attenzione: sui controlli CNC, i comandi G81, G82, G83 (foratura a immersione) attiveranno il mandrino della macchina, anche con M05 (arresto mandrino). Nella maggior parte delle applicazioni di foratura non sarà necessario effettuare la foratura a immersione grazie all'elevata velocità del mandrino della turbina ad aria.®Esistono diverse soluzioni alternative: alcuni programmi CAM consentono di programmare la foratura senza un ciclo fisso, oppure è possibile programmare il percorso manualmente, oppure è possibile utilizzare macro.
Disabilitare i giri al minuto del mandrino principale CNC
Programmare il controllo della macchina CNC in modo da consentire il normale funzionamento senza rotazione del mandrino.
Scopri di più sui mandrini delle turbine ad aria®
Servizio e supporto
Il supporto è sempre disponibile dal nostro team tecnico negli Stati Uniti e in Germania. Il servizio di riparazione è disponibile in Florida e a Monaco. Chiama i nostri tecnici di fabbrica al numero +1-561-994-0500 o inviaci un'e-mail a [email protected].