ATENÇÃO
A conexão ao suprimento de ar inicia a rotação do fuso. Não conecte ar à sua ferramenta até que a instalação esteja concluída.

Leia todas as instruções cuidadosamente antes da instalação e do uso.
Conteúdo PDF para download
Notas do usuário e configuração
- Eixos de turbina de ar® Notas do usuário e guia de configuração
- Substituindo uma pinça e uma ferramenta de corte
- Guia de configuração do conjunto de montagem do trocador de ferramentas
- Guia de configuração de alarme de quebra de ferramenta
- Eixos de turbina de ar® Benutzerhinweise e Einrichtungsanleitung
Números de peças de acessórios

Montagem de eixos de turbinas a ar® em sua CNC
Você tem três opções para montar o eixo da sua turbina a ar.® para sua máquina CNC.
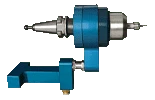
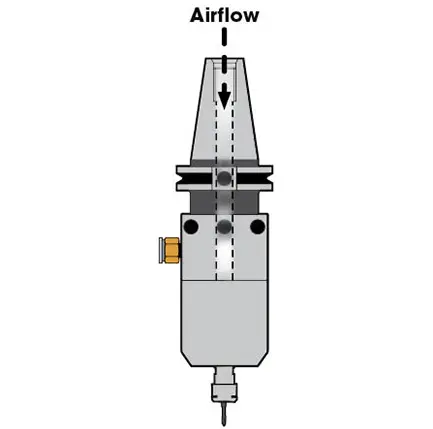
- Entrada de ar lateral ou traseira
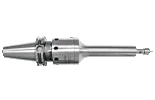
- Fornecimento de ar através do porta-ferramentas
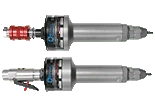
- Conjunto de montagem do trocador de ferramentas
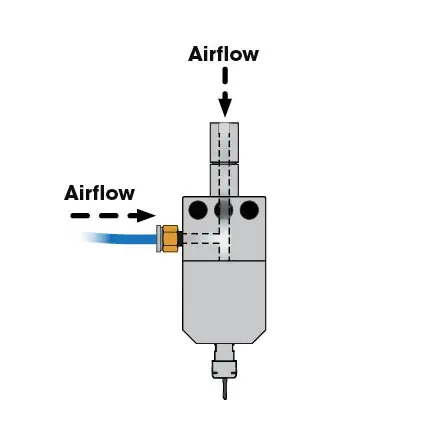
Seu fuso tem 2 entradas de ar (traseira + lateral), e é importante que a entrada que não está sendo usada esteja fechada. Se você ouvir um ruído alto ou tiver desempenho de energia subestimado, certifique-se de que a entrada não usada esteja devidamente tampada. Se necessário, use ímãs para montagem temporária durante a configuração.
1.
Entrada de ar lateral ou traseira
2.
Fornecimento de ar através do porta-ferramentas
3.
Conjunto de montagem do trocador de ferramentas (ATC)
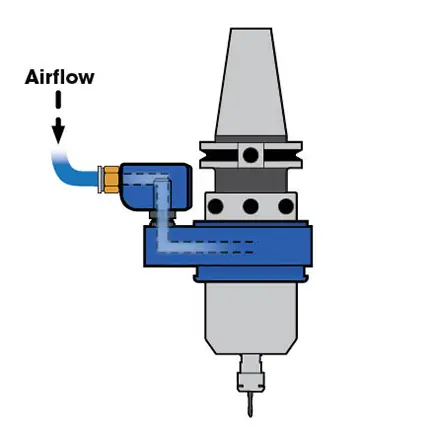

1. Entrada de ar lateral ou traseira
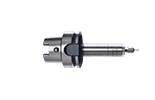
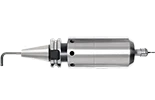
As séries 600X, 601, 602, 625 e 625X de fusos de turbina a ar® Possuem opções de entrada traseira ou lateral selecionáveis. As unidades JS são compatíveis com porta-ferramentas ER32 ou outros, oferecendo compatibilidade ilimitada.
Os modelos 650JS e 650XJS usam apenas a entrada lateral para fornecimento de ar.

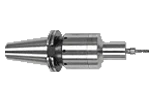
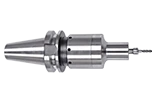
2. Fornecimento de ar através do porta-ferramentas
Fornecer ar através do fuso (TSA) para alimentar os fusos das turbinas a ar.®Verifique a vazão máxima de ar (CFM, L/s) possível através do canal de ar e determine o diâmetro interno máximo da barra de tração/pino de acionamento/mangueira interna no sistema, incluindo qualquer solenóide usado para acionar o ar.
Alguns botões de retenção podem ser perfurados para ampliar a abertura e permitir o fluxo adequado conforme especificado em Figura 3. O canal deve estar limpo, sem nenhuma parte menor que o diâmetro interno mínimo especificado para seu modelo na tabela em Figura 2 para que o volume de ar não seja restringido. Antes de usar o eixo da turbina de ar.® Durante operações automáticas, recomenda-se a troca da ferramenta para um compartimento vazio e a execução de uma purga com jato de ar de no mínimo 5 segundos para remover contaminantes (cavacos, fluido de corte).
Todos os fusos HSK podem ser usados com alimentação de ar central se a linha de ar e todos os conectores atenderem aos requisitos mínimos de diâmetro interno declarados para seu modelo em Figura 2.
AVISO TÉCNICO
Algumas máquinas CNC, como as da Hermle, incluem uma "válvula Perlman", que restringe a pressão do fluxo de ar a 30 psi / 3 bar. Essa pressão está abaixo da pressão mínima exigida de 90 psi / 6.2 bar para o funcionamento de fusos de turbina a ar.®.
Esta válvula deve ser removida para o correto funcionamento dos eixos da turbina a ar.®Consulte o técnico da sua máquina para garantir que não haja restrições ao fluxo de ar. A não remoção desta válvula causará restrição de fluxo, desempenho inferior e danos ao seu fuso da turbina de ar.®.

3. Conjunto de montagem do trocador de ferramentas (ATC)
Nossa opção patenteada de Conjunto de Montagem do Trocador de Ferramentas (TMA) envolvente permite que os trocadores de ferramentas CNC carreguem/descarreguem automaticamente nossa família de fusos de precisão de alta velocidade usando um sistema de colar patenteado e um bloco de montagem ou um anel ao redor do fuso CNC. O colar TMA orienta integrando-se ao lado direito do fuso CNC em minutos. O bloco TMA permanece no fuso CNC para trocas normais de ferramentas, mesmo quando o fuso da turbina de ar não está sendo usado.® pois não interferirá no uso do eixo principal.
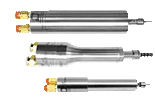
Existem três tipos principais de conjuntos de montagem de trocador de ferramentas, conforme mostrado abaixo, para serem compatíveis com Haas, Hurco, Doosan, Robodrill, Hardinge, DMG, Brother, Okuma e todos os outros CNCs. Estamos acostumados a desenvolver soluções personalizadas para qualquer CNC. Um bloco universal também pode ser fornecido para furar as posições dos parafusos do seu CNC. Kits de instalação estão disponíveis.
Parafuso no bloco de montagem
Anel e bloco de duas peças
Torneira de perfuração


Instalação inicial
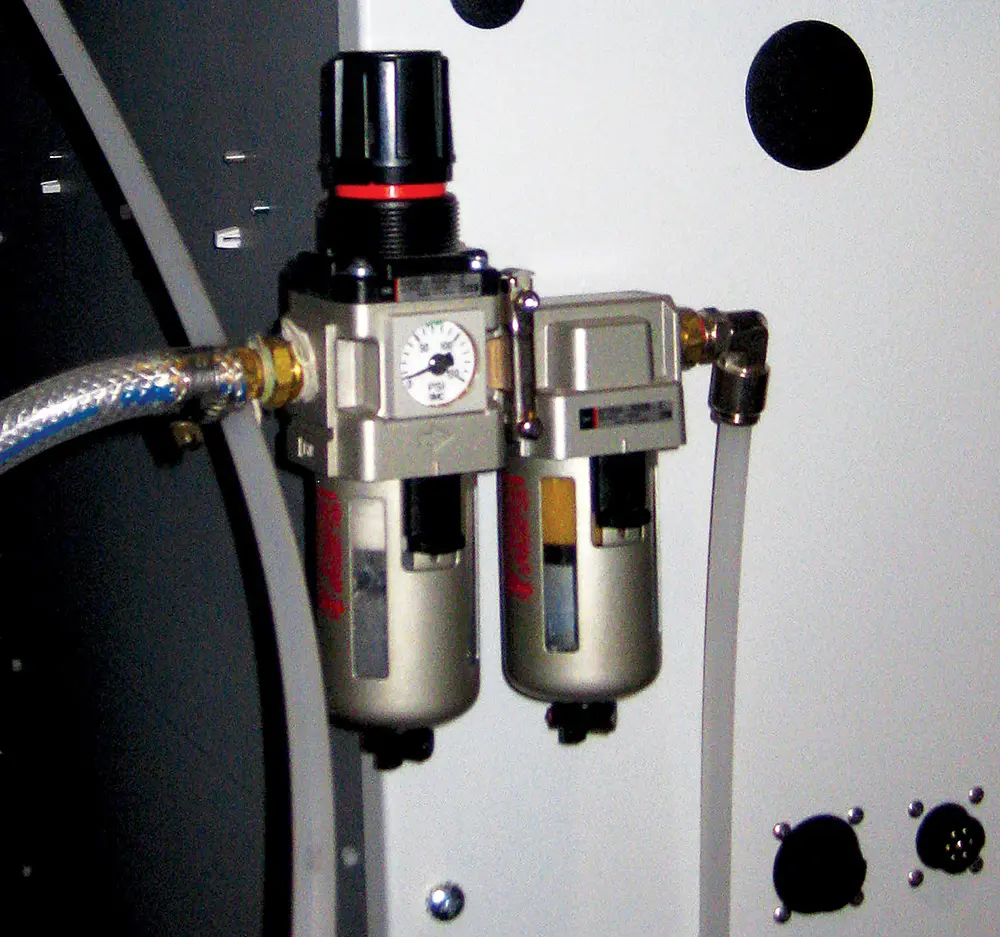
Monte o eixo da sua turbina de ar® Instale em sua máquina CNC uma nova linha de ar limpo dedicada, com filtro/regulador, conectada ao fuso da turbina de ar.® como mostrado em Figura 1. Filtros/reguladores estão incluídos no seu eixo e estão disponíveis para compra adicional.
Certifique-se de que todas as linhas de ar e conexões atendam ao diâmetro interno mínimo especificado para seu modelo, conforme especificado em Figura 2. Além disso, coloque um tampão em qualquer entrada de ar que não esteja sendo usada.
Opcional: Se você tiver uma válvula de fechamento manual, instale-a após o filtro/regulador, conforme mostrado na figura. Figura 1. Recomenda-se o uso de uma válvula manual.
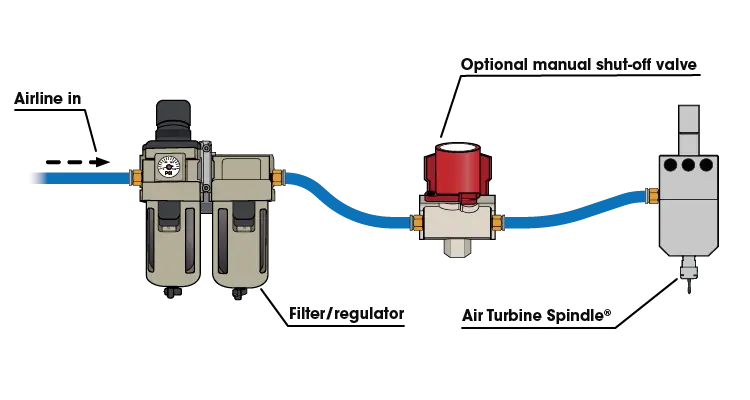
Figura 1: Uma linha de ar limpa, desde um filtro/regulador até uma válvula de fechamento manual, e daí para um eixo de turbina a ar.®.

Requisitos para mangueiras de ar e conexões
Evite conexões, acoplamentos e mangueiras com diâmetro interno menor que o mínimo exigido para o seu modelo. Quaisquer conexões menores que o mínimo restringirão o fluxo de ar e reduzirão a potência do seu eixo da turbina a ar.®Você pode encontrar o diâmetro interno (DI) mínimo necessário para conexões e mangueiras da sua ferramenta na tabela apresentada em Figura 2.
Restrições no fluxo de ar (como vazamentos e obstruções) causam desempenho insuficiente e arrastam a ferramenta pelo material, danificando os rolamentos. Algumas conexões com dimensões internas nominais podem ter uma passagem com diâmetro interno menor do que o especificado, restringindo o fluxo de ar e a potência. Basta uma única conexão com diâmetro interno insuficiente para reduzir o fluxo de ar e a potência do seu fuso de turbina a ar.®.
ATENÇÃO
Seu eixo de turbina de ar® Para manter o desempenho ideal, o aparelho deve ser ligado por pelo menos 10 minutos a cada 30 dias a partir da data de fabricação. Ligue-o por pelo menos 10 minutos antes do primeiro uso.
Seu eixo de turbina de ar® Para manter o desempenho ideal, o aparelho deve ser ligado por pelo menos 10 minutos a cada 30 dias a partir da data de fabricação. Ligue-o por pelo menos 10 minutos antes do primeiro uso.
| Requisitos de mangueiras e conexões de ar para eixos de turbinas a ar® | ||
| Modelo | Diâmetro interno mínimo necessário da mangueira/conector | |
| métrico | imperial | |
| 4 mm | 5/32" |
| 6 mm | 15/64" |
| 8 mm | 5/16" |
| 10 mm | 25 / 64 " |
| Requisitos de mangueiras e conexões de ar para eixos de turbinas a ar® |
| Modelo |
|
|
|
|
| Diâmetro interno mínimo necessário da mangueira/conector | |
| métrico | imperial |
| 4 mm | 5/32" |
| 6 mm | 15/64" |
| 8 mm | 5/16" |
| 10 mm | 25 / 64 " |
Figura 2: Eixos de turbina de ar® Especificações do diâmetro interno de mangueiras/conexões/conectores.
Requisitos de Ar
Certifique-se de que haja volume suficiente de fluxo de ar comprimido limpo a 90 psi/6.2 bar com o volume de fluxo de ar especificado CFM (L/s) para seu modelo, conforme mostrado na tabela em Figura 3 para manter o consumo de ar de trabalho. Dependendo da aplicação, considere o consumo de capacidade de pico ou parada. Nosso regulador aumenta o volume do fluxo de ar sob demanda para manter a rotação em alta velocidade quando sua ferramenta começa a cortar. A pressão do ar e o volume do fluxo devem, portanto, estar disponíveis sob demanda e permanecer constantes sem queda ao longo do tempo ou durante o corte.
ATENÇÃO
A conexão ao suprimento de ar inicia a rotação do fuso. Não conecte ar à sua ferramenta até que a instalação esteja concluída.
A conexão ao suprimento de ar inicia a rotação do fuso. Não conecte ar à sua ferramenta até que a instalação esteja concluída.
Não lubrifique ou passe óleo. Use somente suprimento de ar seco, limpo e sem óleo de 90 psi (6.2 bar).
Evite pressão abaixo de 90 psi (6.2 bar), o que faz com que a ferramenta seja arrastada pelo material, causando desgaste rápido do rolamento e desempenho de baixa potência. Não use pressão maior que 100 psi (6.9 bar), o que estourará o produtor de energia da turbina.
A pressão e o fluxo de ar devem permanecer constantes, sem quedas sob carga de corte. Um fluxo insuficiente fará com que a rotação da sua ferramenta diminua ou pare repentinamente, danificando os rolamentos. Se ocorrer uma queda na pressão (psi) abaixo de 90 psi (6.2 bar), seu compressor pode não ter CFM (L/s) suficiente para alimentar o fuso da turbina de ar.® ou existe alguma restrição de fluxo na linha de ar.
Classificação de CFM/L/s ocioso vs. classificações de consumo de ar de trabalho
Eixos de turbina de ar® O consumo de ar aumenta conforme a carga de corte ou a quantidade de material removido aumenta. Isso é normal devido ao funcionamento do nosso regulador patenteado, que mantém a alta velocidade na trajetória da ferramenta e otimiza o desempenho dos fusos de turbina a ar.® Eficiente no consumo de ar.
| Eixos de turbina de ar® inativo e classificações de consumo de ar de trabalho |
|||
| Modelo | Agilidade (Speed) | Consumo de ar ocioso | Consumo de ar Fluxo de Trabalho |
| RPM 65,000 | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| RPM 80,000 | |||
| RPM 40,000 | 4.5 CFM (2.1 L/s) | 5 CFM - 6 CFM (2.26 L/s - 2.83 L/s) |
| RPM 50,000 | |||
| RPM 65,000 | |||
| RPM 90,000 | 5 CFM (2.36 L/s) | ||
| RPM 30,000 | 12 CFM (5.66 L/s) | 11 CFM - 20 CFM (5.19 L/s - 9.44 L/s) |
| RPM 40,000 | 14 CFM (6.61 L/s) | ||
| RPM 50,000 | |||
| RPM 65,000 | 16 CFM (7.55 L/s) | ||
| RPM 30,000 | 16 CFM (7.55 L/s) | 22 CFM - 30 CFM (10.38 L/s - 14.16 L/s) |
| RPM 40,000 | 20 CFM (9.44 L/s) | ||
| RPM 50,000 | |||
| 30,000 RPM - 50,000 RPM | 12 CFM (5.66 L/s) - 20 CFM (9.44 L/s) | 11 CFM - 30 CFM (5.19 L/s - 14.16 L/s) |
| RPM 25,000 | 13 CFM (6.14 L/s) | 14 CFM - 35 CFM (6.61 L/s - 16.52 L/s) |
| RPM 30,000 | 18 CFM (6.49 L/s) | ||
| RPM 40,000 | |||
| RPM 25,000 | 14 CFM (6.61 L/s) | 19 CFM - 40 CFM (8.97 L/s -18.89 L/s) |
| RPM 30,000 | 20 CFM (9.44 L/s) | ||
| RPM 40,000 | 23 CFM (10.85 L/s) | ||
| 25,000 RPM - 40,000 RPM | 13 CFM (6.14 L/s) - 23 CFM (10.85 L/s) | 14 CFM - 40 CFM (6.61 L/s - 18.89 L/s) |
| RPM 50,000 | 20 CFM (9.44 L/s) | 20 CFM - 35 CFM (9.44 L/s - 16.52 L/s) |
| Eixos de turbina de ar® Classificações de consumo de ar em marcha lenta e em funcionamento |
| Modelo |
|
|
|
|
|
|
|
|
|
| Agilidade (Speed) | Consumo de ar ocioso | Consumo de ar Fluxo de Trabalho |
| RPM 65,000 | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| RPM 80,000 | ||
| RPM 40,000 | 4.5 CFM (2.1 L/s) | 5 CFM - 6 CFM (2.26 L/s - 2.83 L/s) |
| RPM 50,000 | ||
| RPM 65,000 | ||
| RPM 90,000 | 5 CFM (2.36 L/s) | |
| RPM 30,000 | 12 CFM (5.66 L/s) | 11 CFM - 20 CFM (5.19 L/s - 9.44 L/s) |
| RPM 40,000 | 14 CFM (6.61 L/s) | |
| RPM 50,000 | ||
| RPM 65,000 | 16 CFM (7.55 L/s) | |
| RPM 30,000 | 16 CFM (7.55 L/s) | 22 CFM - 30 CFM (10.38 L/s - 14.16 L/s) |
| RPM 40,000 | 20 CFM (9.44 L/s) | |
| RPM 50,000 | ||
| 30,000 RPM - 50,000 RPM | 12 CFM (5.66 L/s) - 20 CFM (9.44 L/s) | 11 CFM - 30 CFM (5.19 L/s - 14.16 L/s) |
| RPM 25,000 | 13 CFM (6.14 L/s) | 14 CFM - 35 CFM (6.61 L/s - 16.52 L/s) |
| RPM 30,000 | 18 CFM (6.49 L/s) | |
| RPM 40,000 | ||
| RPM 25,000 | 14 CFM (6.61 L/s) | 19 CFM - 40 CFM (9.87 L/s - 18.89 L/s) |
| RPM 30,000 | 20 CFM (9.44 L/s) | |
| RPM 40,000 | 23 CFM (10.85 L/s) | |
| 25,000 RPM - 40,000 RPM | 13 CFM (6.14 L/s) - 23 CFM (10.85 L/s) | 14 CFM - 40 CFM (6.61 L/s - 18.89 L/s) |
| RPM 50,000 | 20 CFM (9.44 L/s) | 20 CFM - 35 CFM (9.44 L/s - 16.52 L/s) |
Figura 3: Vazão em repouso (CFM, L/s) e consumo de ar em operação para eixos de turbinas a ar.®.
Instalando o conjunto de montagem do trocador de ferramentas
Instalação de fusos de turbina de ar TMA na máquina Haas
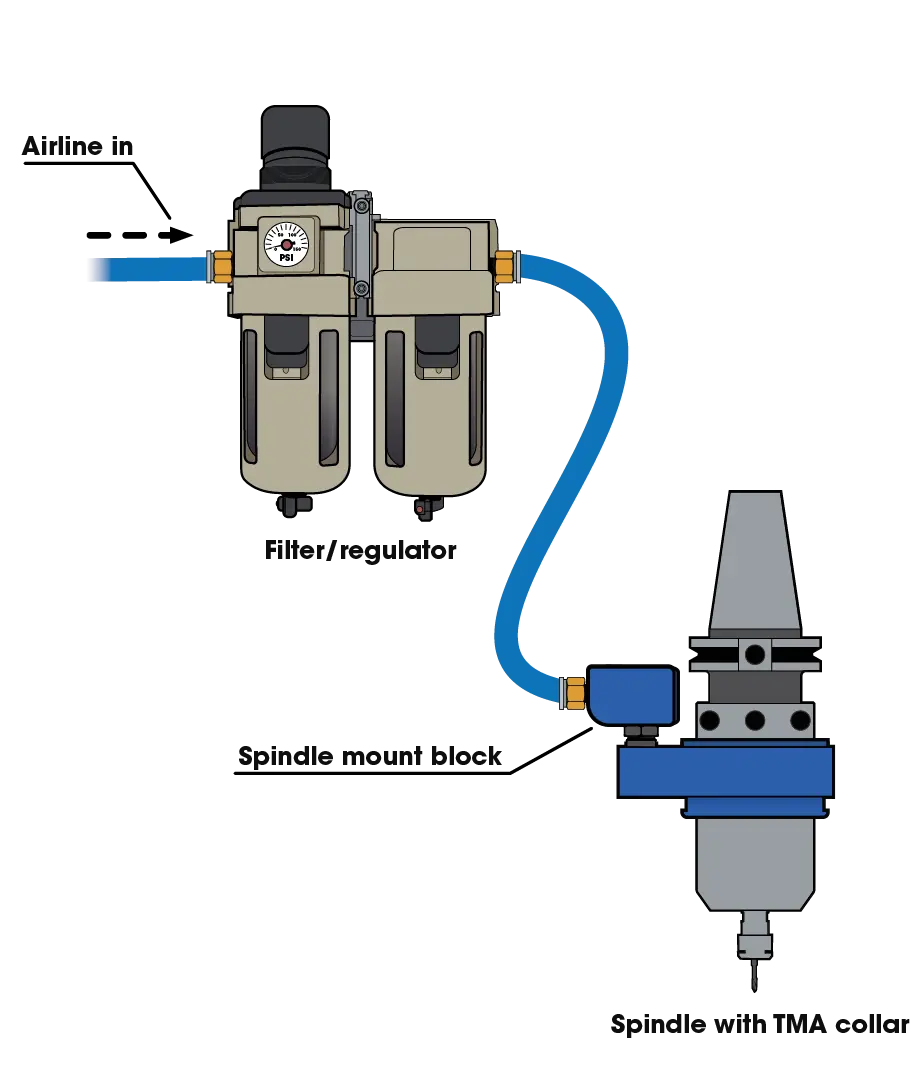
Figura 4: Uma linha de ar limpa, desde o filtro/regulador até o eixo da turbina de ar.® com o conjunto de montagem do trocador de ferramentas.
Instale o bloco de montagem do eixo fornecido conectando a linha de ar limpo dedicada do filtro/regulador incluído ao seu eixo, conforme mostrado na Figura 4. Oferecemos muitos blocos de montagem de fuso pré-perfurados para diferentes modelos de máquinas CNC e um bloco universal.
*A ação de instalação requer SHCS 10-32 x 0.75” em máquinas CNC Haas.
Prepare o fuso CNC executando M19 ou orientação do fuso. Certifique-se de que o bico TMA limpará todas as partes da proteção do trocador de ferramentas CNC ou colunas da máquina consultando os desenhos do fabricante do CNC ou verificando todas as folgas com uma ferramenta de mock-up. Para algumas máquinas de pórtico, o bico ou o OD do colar TMA não limpará o canto da coluna (ou seja, todas as máquinas do tipo GR exigem um suporte de ferramentas especial na mesa da máquina ou carregamento manual).
Observação: Assim que o eixo da turbina a ar® Após carregar a peça no fuso da sua CNC, você deve ajustar a altura do parafuso do bico para que ele encoste na vedação da válvula de esfera, conforme mostrado na figura. Figura 5. O fluxo de ar girará no eixo durante o acoplamento.
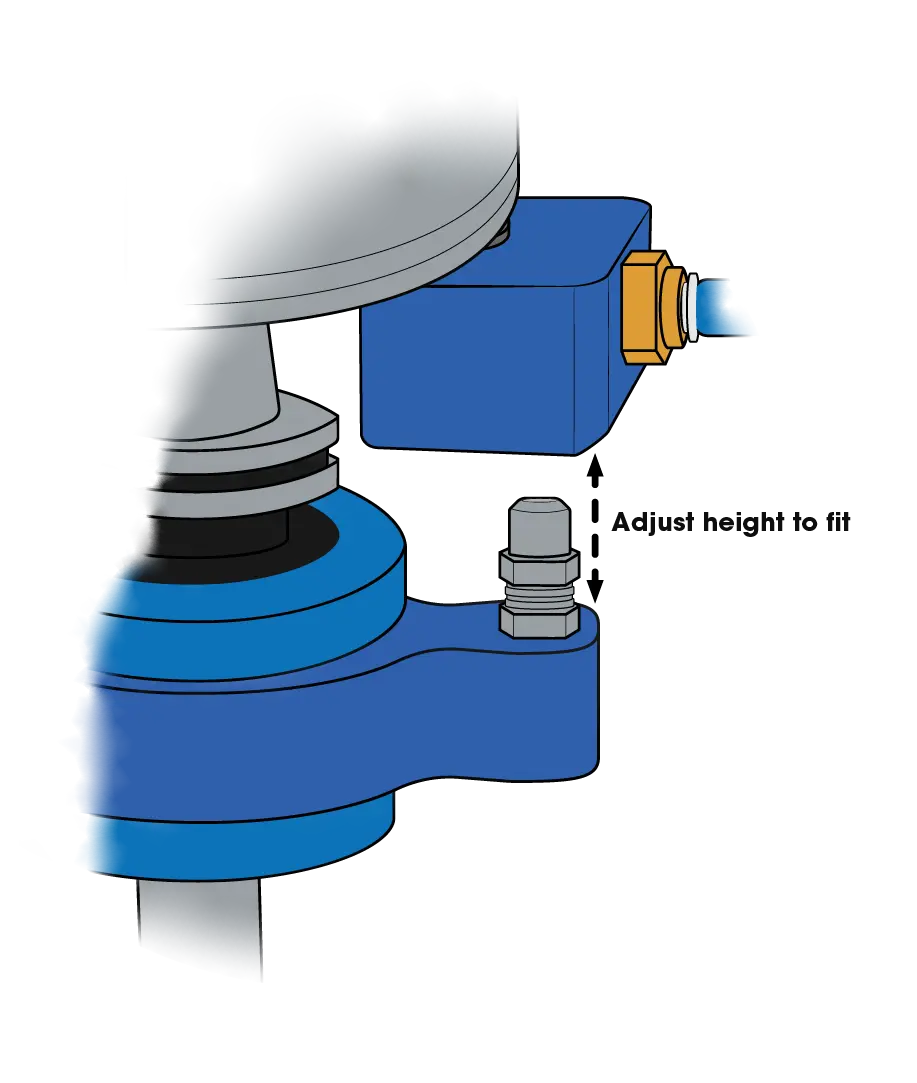
Figura 5: Ajuste da altura do parafuso do bico.
Pode ser necessário fazer algumas tentativas e erros ao ajustar a altura dos parafusos do bico. Não permita que a barra de tração do eixo principal (botão de liberação da ferramenta) comece a funcionar, a menos que o bico do conector suba no furo de entrada do bloco (aproximadamente 1/4” (6 mm) para cima no furo de entrada).
Se o braço do bocal estiver desalinhado em relação à entrada, remova o eixo da turbina de ar.® Na área do cone do fuso CNC, ajuste a posição do bocal TMA para alinhá-lo corretamente com o orifício de entrada e tente novamente o procedimento de carregamento. Após o carregamento bem-sucedido no fuso principal do CNC, abra a válvula de corte da mangueira de ar. Se o fuso ligar e não houver vazamento de ar, presume-se que o bocal conector esteja na altura correta. Se ouvir vazamento de ar, será necessário um ajuste adicional.
Códigos G e orientação do fuso
Para garantir que a instalação foi bem-sucedida, realize várias trocas de ferramenta com a função de sobreposição ajustada para a velocidade mais baixa, observando o carregamento e descarregamento do eixo da turbina de ar.® para garantir que ele se encaixe e funcione corretamente. Cada controle CNC possui códigos diferentes para garantir que o fuso principal do CNC não ligue enquanto o fuso da turbina de ar estiver em funcionamento.® está carregado. É essencial para a segurança garantir que o pessoal de configuração, operadores de máquinas, programadores, etc. sejam devidamente notificados de que o fuso principal deve permanecer parado, exceto enquanto a máquina CNC estiver fazendo uma troca de ferramenta. Durante a troca de ferramentas, após o carregamento do fuso da turbina de ar® Normalmente, um fuso CNC realiza uma orientação ou rotação para garantir o alinhamento dos dentes de acionamento antes de ser carregado no tambor do trocador de ferramentas ou no mecanismo de magazine lateral. O conjunto de montagem do trocador de ferramentas permite a orientação do fuso devido ao seu sistema de colar patenteado.
Solução de problemas de instalação do TMA

Eixo da turbina de ar® Não liga
Pegue uma chave inglesa no parafuso do bico do conector e gire-a no sentido anti-horário para aumentar a altura. Tenha cuidado com as mãos e qualquer roupa que esteja perto do eixo, pois ele ligará e girará na RPM nominal quando o ar for fornecido. Assim que o eixo da turbina a ar® Ao ligar, levante o parafuso do bico um pouco mais e, em seguida, aperte a porca sextavada para fixar o bico no lugar.

O bico está muito alto
Você verá o colar do fuso azul inclinado se o bico estiver muito alto. Isso pode afrouxar a trava inferior no colar do fuso ou permitir que ar excessivo seja liberado dos anéis de vedação do colar, que vedam o colar do TMA à porção do flange principal do sistema de colar do TMA. Se o bico estiver muito alto, inverta o procedimento para abaixar o bico e reaperte a porca de fixação para que o conector tenha um encaixe preciso.
Rotação do colar TMA
Um nível de resistência definido de fábrica (ou seja, colar com seção do êmbolo para seção do corpo do fuso) mantém o êmbolo no lugar durante uma troca de ferramenta, enquanto ainda permite a rotação livre (ou seja, orientação do fuso). Com o tempo, o atrito pode alterar a rigidez na rotação devido ao refrigerante, poeira, etc. Certifique-se de que não haja muito atrito ou muito pouco, pois ambos farão com que o fuso carregue incorretamente. O aperto do colar pode ser ajustado usando chaves sextavadas. Se o colar do fuso não girar, afrouxe o colar ajustando as porcas sextavadas no colar do fuso para permitir a rotação livre com uma leve pressão sem ficar solto. Seu fuso deve permanecer livre para girar enquanto estiver firmemente no lugar.
Manutenção
Seu eixo de turbina de ar® Para manter o desempenho ideal, o aparelho deve ser ligado por pelo menos 10 minutos a cada 30 dias a partir da data de fabricação.
Execute pelo menos 10 minutos antes do uso inicial. A linha aérea deve estar impecavelmente limpa, sem acoplamento ou mangueira menor que o diâmetro interno mínimo necessário para seu modelo, conforme descrito em Figura 2 para que o volume do fluxo de ar não seja restringido.
Limpe a linha de ar de contaminantes antes de cada uso. O conjunto regulador/extrator de filtro de 0.3 mícron incluído é um acessório necessário para os fusos de turbina a ar.® Para eliminar impurezas do seu suprimento de ar. A contaminação danificará os componentes da turbina e exigirá reparos. Os elementos filtrantes precisam ser trocados periodicamente e o extrator drenado em ciclos regulares de manutenção.
Calculando sua nova taxa de alimentação e tempo de ciclo
Não é necessário alterar a rotação por minuto (RPM) definida em seu programa para operar os fusos da turbina a ar.® Em vez disso, altere a taxa de avanço no seu programa. Todos os fusos de turbina a ar.® Operam a uma velocidade fixa constante definida de fábrica e são testadas e classificadas para estarem dentro de 10% da velocidade designada.
A fórmula em Figura 6 abaixo está uma aproximação para calcular qual deve ser sua nova taxa de alimentação e tempo de ciclo. Sempre consulte um técnico de turbinas de ar para sua aplicação específica.
| Variáveis de Cálculo | |
| Variável | Valor de exemplo |
| RPM do fuso principal | RPM 10,000 |
| Taxa de avanço do fuso principal | 10 IPM |
| Tempo do ciclo do fuso principal | 60 Minutos |
| Eixo da turbina de ar® RPM | RPM 40,000 |
1
40,000 RPM ÷ 10,000 RPM = 4
Divida o eixo da sua turbina de ar® Calcule a RPM pela RPM do seu eixo principal para determinar quantas vezes a RPM é mais rápida.
2
10 IPM × 4 = 40 IPM
Calcule sua nova taxa de avanço ao usar seu fuso de turbina a ar.® multiplicando sua taxa de avanço atual pelo número de vezes que a rotação por minuto (RPM) aumenta.
3
60 minutos ÷ 4 = 15 minutos
Calcule o seu novo tempo de ciclo dividindo o tempo do seu ciclo atual por quantas vezes mais rápido o RPM é.
Figura 6: Um conjunto de fórmulas usadas para determinar sua nova taxa de avanço aproximada e tempo de ciclo com um fuso de turbina a ar.® Utilizando a rotação do seu fuso principal (RPM), a sua taxa de avanço atual e o tempo de ciclo atual.
Divisão de
Monitore sempre o manômetro de pressão de ar durante o funcionamento do seu eixo da turbina pneumática.®. A chave para uma usinagem de alta velocidade bem-sucedida e desempenho otimizado da ferramenta é programar passes leves em taxas de avanço muito altas. Todas as ferramentas são testadas e classificadas para estarem dentro de 10% da velocidade designada. Comece com um passe leve observando a qualidade do acabamento da superfície e gradualmente diminua ou aumente sua taxa de avanço para condições de corte ideais. Não tente cortar muito agressivamente. Você sobrecarregará sua turbina, fazendo com que sua ferramenta de corte pare ou arraste o material. Arrastar sua ferramenta no trabalho ou uma parada repentina causará estresse nos rolamentos e forçará a graxa para fora, causando falha prematura.
ATENÇÃO
Limpe a linha de contaminação e deixe-a funcionar por pelo menos 10 minutos antes do uso inicial para garantir que a lubrificação do rolamento não solidifique.

Programando o eixo da sua turbina a ar®
Com exceção de alguns casos, os eixos das turbinas a ar® Executará seus programas CAM normais. Tudo o que você precisa fazer é remover o comando de RPM do fuso (S3000) e o comando de direção de rotação (M3 ou M4). Em alta velocidade, deve-se usar uma ferramenta de corte concêntrica de pequena dimensão com avanço rápido e profundidades de corte rasas. Essa técnica de programação em camadas produz um corte limpo e otimiza o desempenho e a vida útil da ferramenta.
Comandos do fuso
Aumente gradualmente a profundidade do corte para estabelecer condições de corte ideais. Use M05 em controles do tipo Fanuc para garantir que o fuso principal esteja desligado. Certifique-se sempre de que o fuso principal esteja programado para não girar (S0/M05).
Ciclos Fixos
Atenção: em controles CNC, os comandos G81, G82 e G83 (furação intermitente) acionam o fuso da máquina, mesmo com M05 (parada do fuso). Na maioria das aplicações de furação, você não precisará usar a furação intermitente graças à alta velocidade do seu fuso com turbina a ar.®Existem diversas soluções alternativas: alguns programas CAM permitem programar a furação sem um ciclo predefinido, ou você pode programar o percurso manualmente, ou ainda usar macros.
Ciclos Fixos
Atenção: em controles CNC, os comandos G81, G82 e G83 (furação intermitente) acionam o fuso da máquina, mesmo com M05 (parada do fuso). Na maioria das aplicações de furação, você não precisará usar a furação intermitente graças à alta velocidade do seu fuso com turbina a ar.®Existem diversas soluções alternativas: alguns programas CAM permitem programar a furação sem um ciclo predefinido, ou você pode programar o percurso manualmente, ou ainda usar macros.
Desativar RPM do fuso principal CNC
Programe o controle da sua máquina CNC para permitir a operação normal sem rotação do fuso.
Saiba mais sobre os eixos das turbinas a ar®
Serviço de suporte
O suporte está sempre disponível por nossa equipe técnica nos EUA e na Alemanha. O serviço de reparo está disponível na Flórida e em Munique. Ligue para nossos técnicos de fábrica em +1-561-994-0500 ou envie um e-mail para [email protected].