ATENÇÃO
A conexão ao suprimento de ar inicia a rotação da ferramenta energizada. Não conecte ar à sua ferramenta até que a instalação esteja concluída.

Leia todas as instruções cuidadosamente antes da instalação e do uso.

Conteúdo PDF para download
Notas do usuário e configuração
Números de peças de acessórios

Instalação inicial
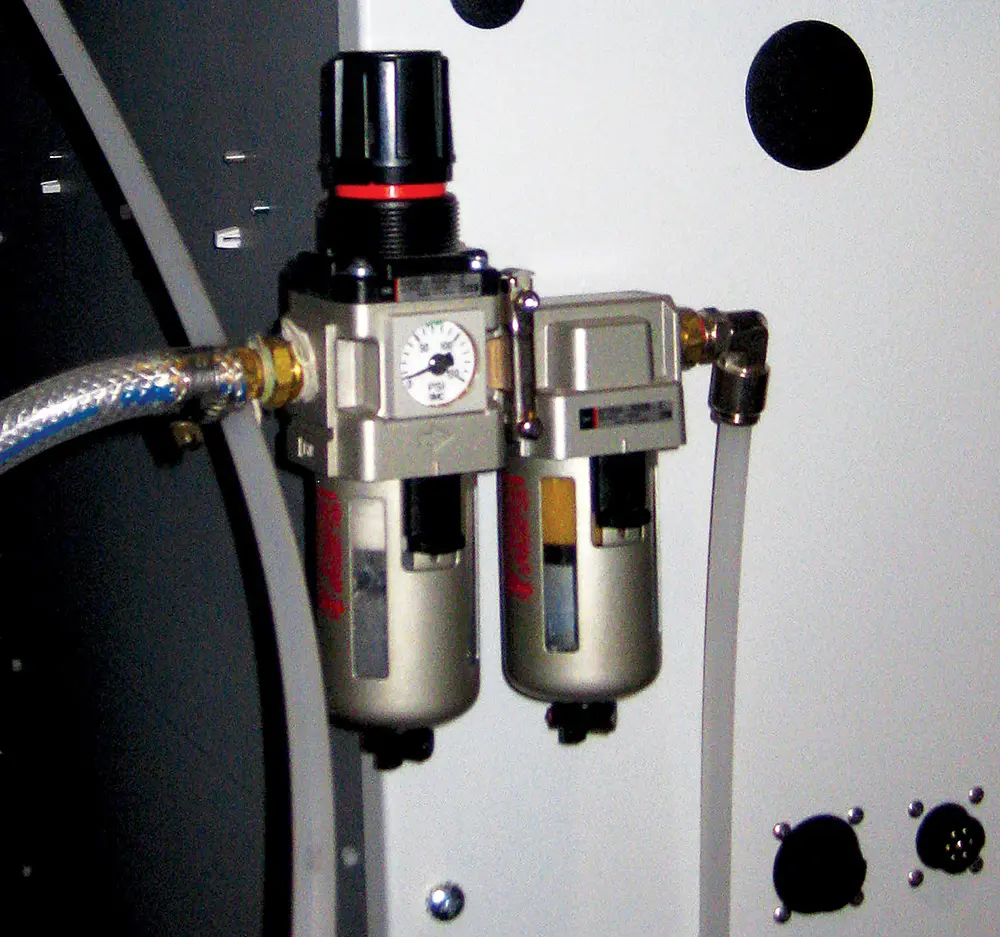
Instale uma nova linha de ar limpo dedicada, desde o filtro/regulador até a sua ferramenta de turbina a ar.® Conforme mostrado no diagrama abaixo. Filtros/reguladores estão incluídos com as ferramentas Air Turbine Live Tools.® e estão disponíveis para compra adicional.
Certifique-se de que todas as linhas de ar e conexões atendam ao diâmetro interno mínimo especificado para seu modelo, conforme especificado em Figura 2. Além disso, coloque um tampão em qualquer entrada de ar que não esteja sendo usada.
Instale as mangueiras de exaustão conforme mostrado na Figura 1. Os diâmetros internos das mangueiras de exaustão não devem ser menores que o ID mínimo especificado para o seu modelo, conforme mostrado na Figura 2.
Opcional: Se você tiver uma válvula de fechamento manual, instale-a depois do filtro/regulador. É recomendado usar uma válvula manual.

Figura 1: Uma linha de ar limpa, desde um filtro/regulador até uma ferramenta ativa de turbina a ar montada.® Com mangueiras de escape instaladas.
Requisitos para mangueiras de ar e conexões
Evite conexões, acoplamentos e mangueiras com diâmetro interno menor que o mínimo necessário para seu modelo. Qualquer conexão menor que a mínima restringirá o fluxo de ar e reduzirá a potência da sua ferramenta pneumática.®Você pode encontrar o diâmetro interno (DI) mínimo necessário para conexões e mangueiras da sua ferramenta na tabela apresentada em Figura 2 abaixo.
Restrições de fluxo de ar (como vazamentos de ar e obstruções) causarão desempenho abaixo da potência e arrastarão sua ferramenta através do material, danificando os rolamentos. Alguns encaixes com dimensões internas nominais podem ter uma passagem de ID menor do que a declarada e restringir o fluxo de ar e a potência. Basta uma única conexão com diâmetro interno insuficiente para reduzir o fluxo de ar e a potência da sua ferramenta pneumática acionada.®.
| Requisitos de mangueiras e conexões de ar para ferramentas acionadas em turbinas a ar® | ||
| Modelo | Diâmetro interno mínimo necessário da mangueira/conector | |
| métrico | imperial | |
| 4 mm | 5/32" |
| 5 mm | 0.1969" |
| 6 mm | 15/64" |
| Mangueiras de ar, conexões, acessórios mínimos Requisitos de diâmetro interno para ferramentas acionadas de turbinas a ar® |
| Modelo |
|
|
|
| Diâmetro interno mínimo necessário da mangueira/conector | |
| métrico | imperial |
| 4 mm | 5/32" |
| 5 mm | 0.1969" |
| 6 mm | 15/64" |
Figura 2: Ferramentas acionadas para turbinas de ar® Especificações do diâmetro interno de mangueiras/conexões/conectores.
Requisitos de Ar
Certifique-se de que haja volume suficiente de fluxo de ar comprimido limpo a 90 psi/6.2 bar com o volume de fluxo de ar especificado CFM (L/s) para seu modelo, conforme mostrado na Figura 3 para manter o consumo de ar de trabalho. Dependendo da aplicação, considere o consumo de capacidade de pico ou parada. Nosso regulador aumenta o volume do fluxo de ar sob demanda para manter a rotação em alta velocidade quando sua ferramenta começa a cortar. A pressão do ar e o volume do fluxo devem, portanto, estar disponíveis sob demanda e permanecer constantes sem queda ao longo do tempo ou durante o corte.
Consulte Figura 3 para a classificação CFM (L/s) em marcha lenta versus as classificações de consumo de ar em operação para todos os modelos de ferramentas pneumáticas acionadas por turbina.®.
ATENÇÃO
A conexão ao suprimento de ar inicia a rotação da ferramenta energizada. Não conecte ar à sua ferramenta até que a instalação esteja concluída.
A conexão ao suprimento de ar inicia a rotação da ferramenta energizada. Não conecte ar à sua ferramenta até que a instalação esteja concluída.
Não lubrifique ou passe óleo. Use somente suprimento de ar seco, limpo e sem óleo de 90 psi (6.2 bar).
Evite pressão abaixo de 90 psi (6.2 bar), o que faz com que a ferramenta seja arrastada pelo material, causando desgaste rápido do rolamento e desempenho de baixa potência. Não use pressão maior que 100 psi (6.9 bar), o que estourará o produtor de energia da turbina.
A pressão e o fluxo de ar devem permanecer constantes, sem quedas sob carga de corte. Fluxo insuficiente fará com que a rotação da sua ferramenta diminua ou pare repentinamente, danificando os rolamentos. Se ocorrer uma queda na pressão (psi) abaixo de 90 psi (6.2 bar), seu compressor pode não ter CFM (L/s) suficiente para alimentar a ferramenta pneumática acionada.® ou existe alguma restrição de fluxo na linha de ar.
Classificação de CFM/L/s ocioso vs. classificações de consumo de ar de trabalho
Ferramentas acionadas para turbinas de ar® Consome mais ar à medida que a carga de corte ou a quantidade de material removido aumenta.
Este é o funcionamento normal do nosso regulador patenteado, que mantém a alta velocidade no percurso da sua ferramenta e torna as ferramentas pneumáticas acionadas por turbina a ar.® Eficiente no consumo de ar.
| Ferramentas acionadas para turbinas de ar® inativo e classificações de consumo de ar de trabalho |
|||
| Modelo | Agilidade (Speed) | Consumo de ar ocioso | Consumo de ar Fluxo de Trabalho |
| RPM 60,000 | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| RPM 80,000 | |||
| RPM 50,000 | 4 CFM (1.89 L/s) | 6 CFM - 9 CFM (2.83 L/s - 4.24 L/s) |
| RPM 65,000 | |||
| RPM 40,000 | 5 CFM (2.36 L/s) | 7 CFM - 10 CFM (3.3 L/s - 4.72 L/s) |
| RPM 50,000 | 6 CFM (2.83 L/s) | ||
| Ferramentas acionadas para turbinas de ar® Classificações de consumo de ar em marcha lenta e em funcionamento |
| Modelo |
|
|
|
| Agilidade (Speed) | Consumo de ar ocioso | Fluxo de trabalho do consumo de ar |
| RPM 60,000 | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| RPM 80,000 | ||
| RPM 50,000 | 4 CFM (1.89 L/s) | 6 CFM - 9 CFM (2.83 L/s - 4.24 L/s) |
| RPM 65,000 | ||
| RPM 40,000 | 5 CFM (2.36 L/s) | 7 CFM (3.3 L/s) - 10 CFM (4.72 L/s) |
| RPM 50,000 | 6 CFM (2.83 L/s) |
Figura 3: Vazão em repouso (CFM, L/s) e consumo de ar em funcionamento para ferramentas pneumáticas acionadas por turbina.®.
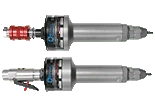
Manutenção
Sua ferramenta viva para turbina a ar® Para manter o desempenho ideal, o aparelho deve ser ligado por pelo menos 10 minutos a cada 30 dias a partir da data de fabricação. Ligue-o por pelo menos 10 minutos antes do primeiro uso.
A linha de ar deve estar impecavelmente limpa, sem acoplamento ou mangueira menor que o diâmetro interno mínimo exigido para seu modelo, conforme descrito em Figura 2 para que o volume do fluxo de ar não seja restringido.
Limpe a contaminação da linha de ar antes de cada uso.
ATENÇÃO
Ao instalar sua ferramenta de corte e pinça, nunca bata na porca da pinça com a chave.
Ao instalar sua ferramenta de corte e pinça, nunca bata na porca da pinça com a chave.
Um conjunto de regulador e extrator de filtro de 0.3 mícron é um acessório necessário para ferramentas pneumáticas de turbina a ar.® Para eliminar impurezas do seu suprimento de ar.
A contaminação danificará os componentes da sua turbina e exigirá reparos. Os filtros estão incluídos nas ferramentas Air Turbine Live Tools.® e são obrigatórios para todas as ferramentas acionadas de turbina a ar® .
Os elementos filtrantes precisam ser trocados periodicamente e o extrator drenado em ciclos regulares de manutenção.
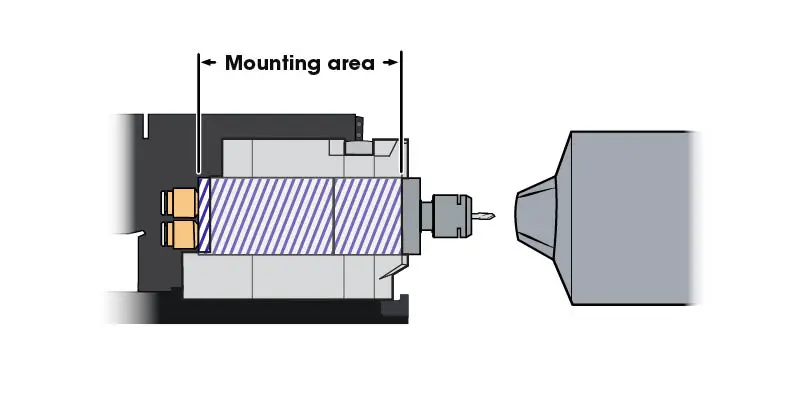
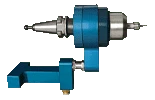
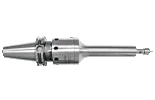
Ferramentas de montagem de turbina a ar em funcionamento® em seu torno
É importante que a sua fixação não seja apertada sobre os rolamentos. O posicionamento incorreto ou o aperto excessivo da braçadeira na sua ferramenta pneumática acionada podem causar danos.® O cilindro de aço exerce pressão sobre os rolamentos, causando falha prematura. Para evitar esse erro na instalação, consulte as dimensões do seu modelo. Figura 4 ou na folha de especificações do seu modelo.
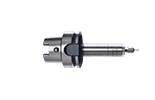
Ferramentas acionadas para turbinas de ar® Desenhos dimensionais e áreas de montagem
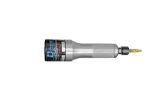
Desenho Dimensional 822CX
 Saiba mais sobre o 822CX
Saiba mais sobre o 822CX
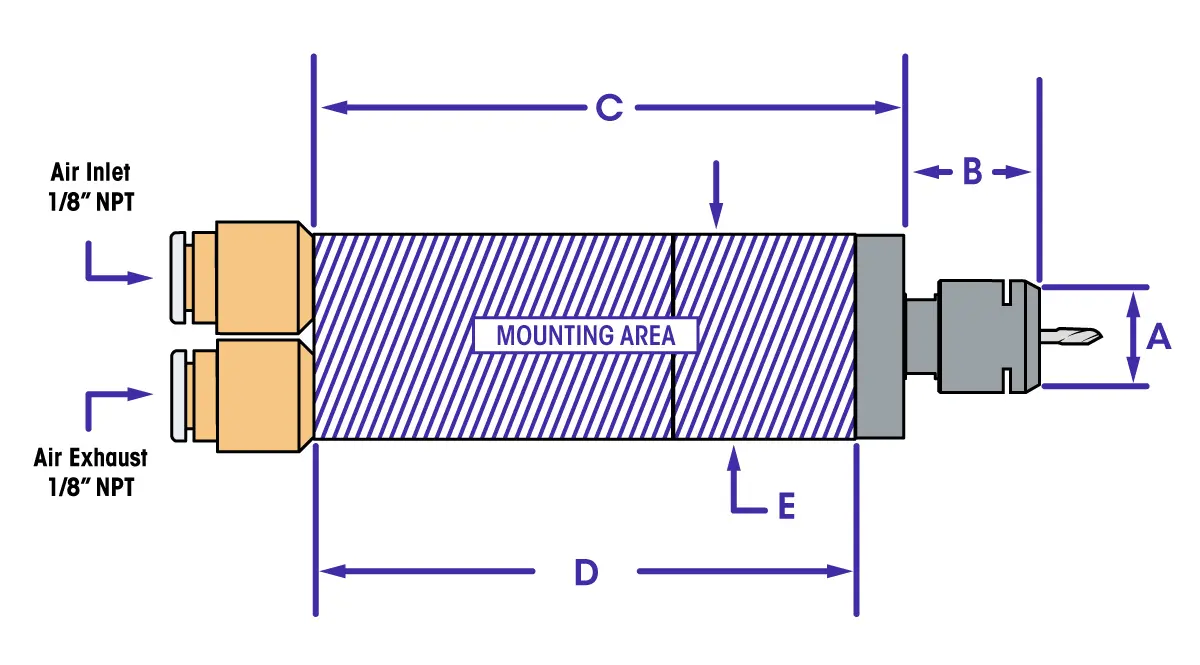
| Dimensões do 822CX | |||||
| A | Ø 0.47" (12 mm) | C | 3.09 "(78.36 mm) | E | Ø 0.86”(22 mm) |
| B | 0.72 ”(18.29 mm) | D | 2.9 ”(73.53 mm) | ||
| Dimensões do 822CX | |
| A | Ø 0.47" (12 mm) |
| B | 0.72 ”(18.29 mm) |
| C | 3.09 "(78.36 mm) |
| D | 2.9 ”(73.53 mm) |
| E | Ø 0.86”(22 mm) |
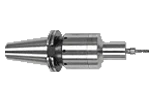
Desenho Dimensional 825CX
Saiba mais sobre o 825CX
| Dimensões do 825CX | |||||
| A | Ø 0.47" (12 mm) | C | 3.09 "(78.36 mm) | E | Ø 0.98”(25 mm) |
| B | 0.72 ”(18.29 mm) | D | 2.9 ”(73.53 mm) | ||
| Dimensões do 825CX | |
| A | Ø 0.47" (12 mm) |
| B | 0.72 ”(18.29 mm) |
| C | 3.09 "(78.36 mm) |
| D | 2.9 ”(73.53 mm) |
| E | Ø 0.98”(25 mm) |
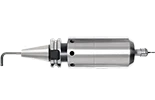
Desenho Dimensional 820MX
 Saiba mais sobre o 820MX
Saiba mais sobre o 820MX
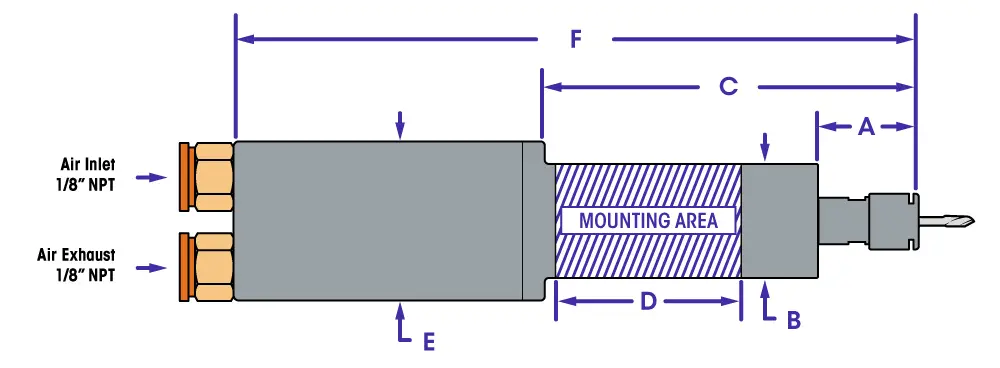
| Dimensões 820MX | |||
| A | 0.65 "(16.51 mm) | D | 1.99 "(50.55 mm) |
| B | Ø 0.79" (20 mm) | E | Ø 1.18 (30mm) |
| C | 2.03 "(51.56 mm) | F | 4.99 "(126.75 mm) |
| Dimensões 820MX | |
| A | 0.65 "(16.51 mm) |
| B | Ø 0.79" (20 mm) |
| C | 2.03 "(51.56 mm) |
| D | 1.99 "(50.55 mm) |
| E | Ø 1.18 (30mm) |
| F | 4.99 "(126.75 mm) |
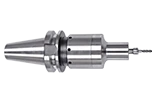
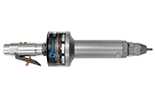
Desenho Dimensional 822MX
Saiba mais sobre o 822MX
| Dimensões 822MX | |||
| A | 0.65 "(16.51 mm) | D | 1.99 "(50.55 mm) |
| B | Ø 0.85" (21.6 mm) | E | Ø 1.18 (30mm) |
| C | 2.03 "(51.56 mm) | F | 4.99 "(126.75 mm) |
| Dimensões 822MX | |
| A | 0.65 "(16.51 mm) |
| B | Ø 0.85" (21.6 mm) |
| C | 2.03 "(51.56 mm) |
| D | 1.99 "(50.55 mm) |
| E | Ø 1.18 (30mm) |
| F | 4.99 "(126.75 mm) |
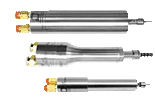
Desenho Dimensional 825MX
 Saiba mais sobre o 825MX
Saiba mais sobre o 825MX
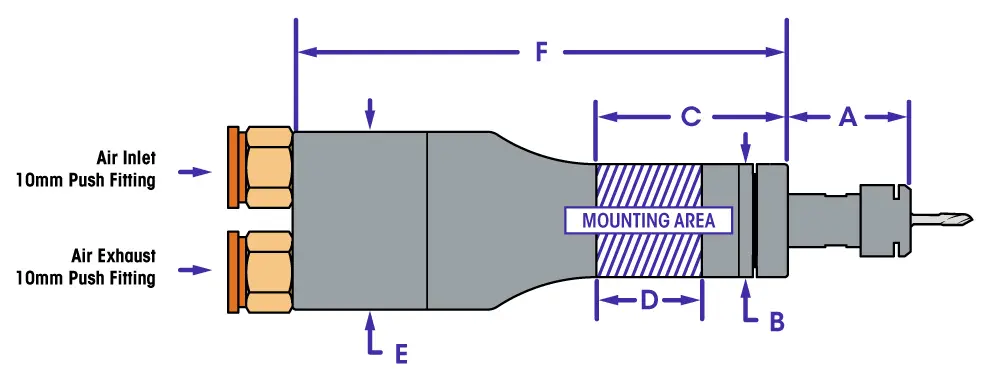
| Dimensões 825MX | |||
| A | 1.09 ”(27.61 mm) | D | 0.5 "(12.7 mm) |
| B | Ø 1.0” (25.40mm) | E | Ø 1.57" (40mm) |
| C | 1.5 "(38.1 mm) | F | 4.0 "(101.6 mm) |
| Dimensões 825MX | |
| A | 1.09 ”(27.61 mm) |
| B | Ø 1.0” (25.40mm) |
| C | 1.5 "(38.1 mm) |
| D | 0.5 "(12.7 mm) |
| E | Ø 1.57" (40mm) |
| F | 4.0 "(101.6 mm) |
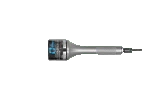
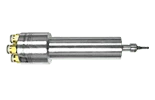
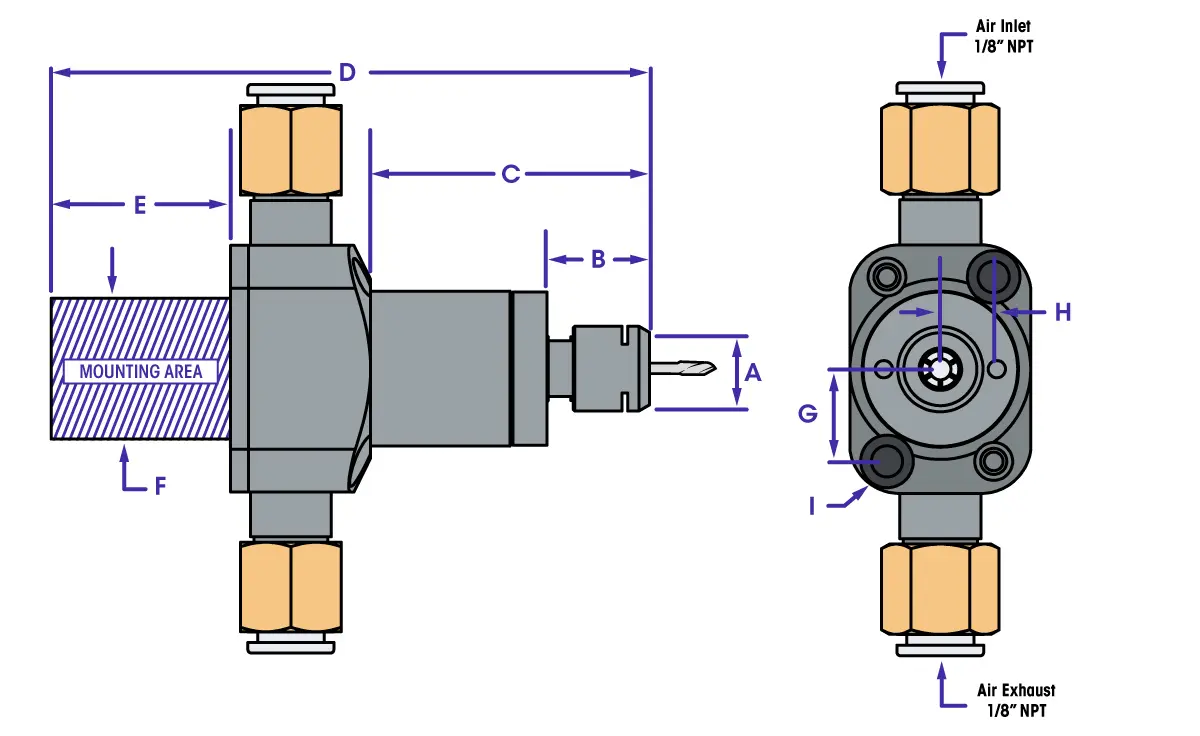
Desenho Dimensional 800LT
Ø 19.05 mm de diâmetro externo
 Saiba mais sobre o 800LT
Saiba mais sobre o 800LT
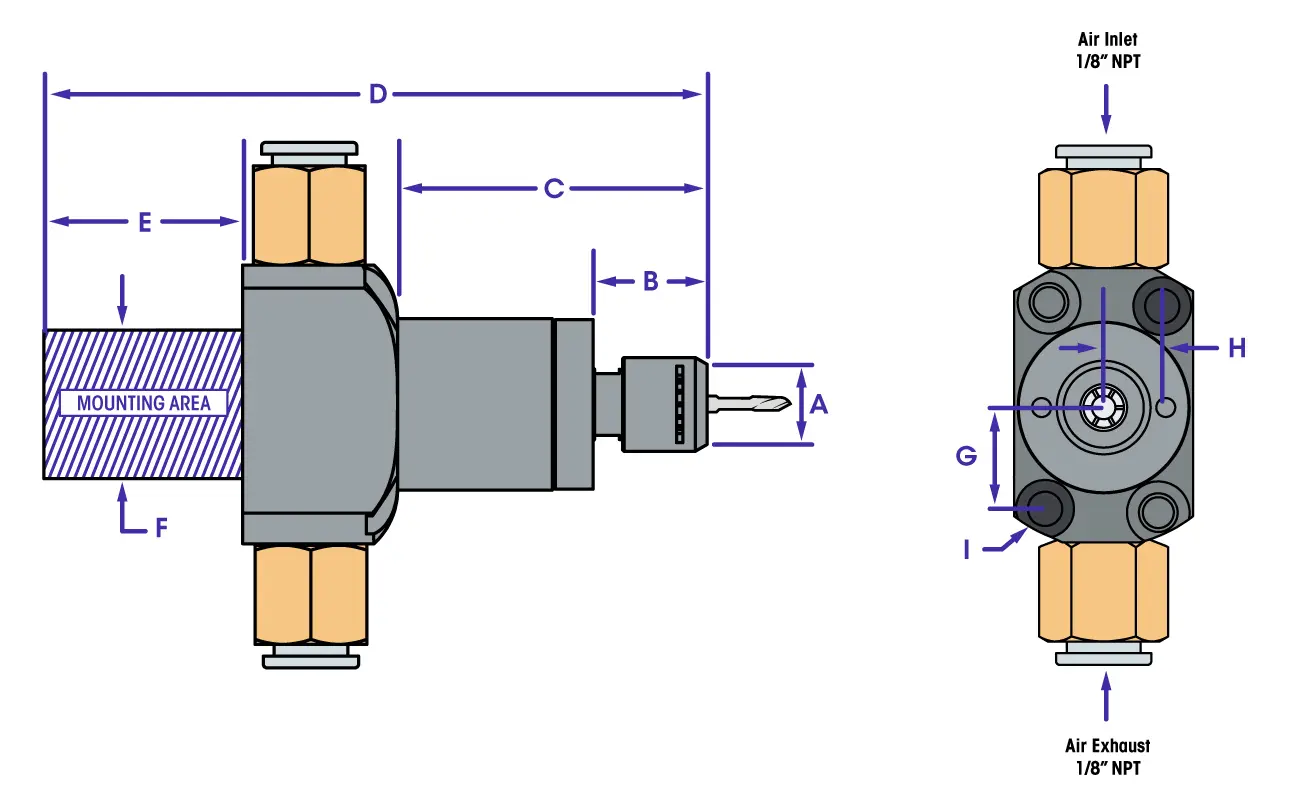
| Dimensões de diâmetro externo do 800LT 19.05 mm | |||||
| A | Ø 0.47" (12 mm) | E | 1.0 ”(25.4 mm) | I | Ø 0.17" (4.32 mm) ATRAVÉS Ø 0.29" (7.4 mm) ↧ 0.16" (4.06 mm) TIPO (2) |
| B | 0.57 "(14.47 mm) | F | Ø 0.75″ (19.05 mm) | ||
| C | 1.56 "(39.62 mm) | G | 0.51″ (12.95 mm) TIPO (2) | ||
| D | 3.34 ″ (84.84 mm) | H | 0.30" (7.62 mm) TIPO (2) | ||
| Dimensões de diâmetro externo do 800LT 19.05 mm | |
| A | Ø 0.47" (12 mm) |
| B | 0.57 "(14.47 mm) |
| C | 1.56 "(39.62 mm) |
| D | 3.34 ″ (84.84 mm) |
| E | 1.0 ″ (25.4 mm) |
| F | Ø 0.75″ (19.05 mm) |
| G | 0.51″ (12.95 mm) TIPO (2) |
| H | 0.30" (7.62 mm) TIPO (2) |
| I | Ø 0.17" (4.32 mm) ATRAVÉS Ø 0.29" (7.4 mm) ↧ 0.16" (4.06 mm) TIPO (2) |
Desenho Dimensional 800LT
Ø 20 mm de diâmetro externo
 Saiba mais sobre o 800LT
Saiba mais sobre o 800LT
| Dimensões de diâmetro externo do 800LT 20 mm | |||||
| A | Ø 0.47" (12 mm) | E | 1.0 ″ (25.4 mm) | I | Ø 0.17" (4.32 mm) ATRAVÉS Ø 0.29" (7.4 mm) ↧ 0.16" (4.06 mm) TIPO (2) |
| B | 0.57 "(14.47 mm) | F | Ø 0.79″ (20 mm) | ||
| C | 1.56 "(39.62 mm) | G | 0.51″ (12.95 mm) TIPO (2) | ||
| D | 3.34 ″ (84.84 mm) | H | 0.30" (7.62 mm) TIPO (2) | ||
| Dimensões de diâmetro externo do 800LT 20 mm | |
| A | Ø 0.47" (12 mm) |
| B | 0.57 "(14.47 mm) |
| C | 1.56 "(39.62 mm) |
| D | 3.34 ″ (84.84 mm) |
| E | 1.0 ″ (25.4 mm) |
| F | Ø 0.79″ (20 mm) |
| G | 0.51″ (12.95 mm) TIPO (2) |
| H | 0.30" (7.62 mm) TIPO (2) |
| I | Ø 0.17" (4.32 mm) ATRAVÉS Ø 0.29" (7.4 mm) ↧ 0.16" (4.06 mm) TIPO (2) |
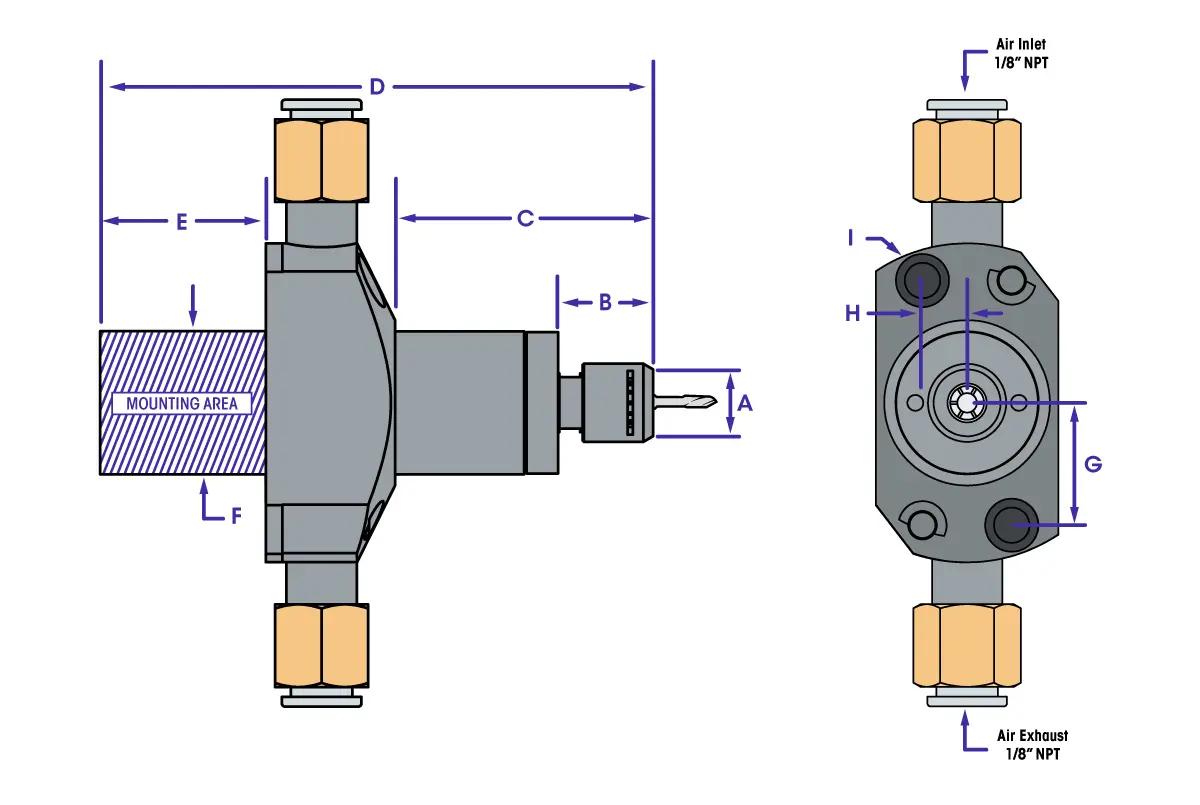
Desenho Dimensional 800LT
Ø 22 mm de diâmetro externo
 Saiba mais sobre o 800LT
Saiba mais sobre o 800LT
| Dimensões de diâmetro externo do 800LT 22 mm | |||||
| A | Ø 0.47" (12 mm) | E | 1.0 ″ (25.4 mm) | I | Ø 0.22" (5.58 mm) ATRAVÉS Ø 0.32" (8.13 mm) ↧ 0.3" (7.62 mm) TIPO (2) |
| B | 0.57 "(14.5 mm) | F | Ø 0.87″ (22 mm) | ||
| C | 1.56 "(39.62 mm) | G | 0.74″ (18.8 mm) TIPO (2) | ||
| D | 3.34 ″ (84.84 mm) | H | 0.27" (6.86 mm) TIPO (2) | ||
| Dimensões de diâmetro externo do 800LT 22 mm | |
| A | Ø 0.47" (12 mm) |
| B | 0.57 "(14.5 mm) |
| C | 1.56 "(39.62 mm) |
| D | 3.34 ″ (84.84 mm) |
| E | 1.0 ″ (25.4 mm) |
| F | Ø 0.87″ (22 mm) |
| G | 0.74″ (18.8 mm) TIPO (2) |
| H | 0.27" (6.86 mm) TIPO (2) |
| I | Ø 0.22" (5.58 mm) ATRAVÉS Ø 0.32" (8.13 mm) ↧ 0.3" (7.62 mm) TIPO (2) |
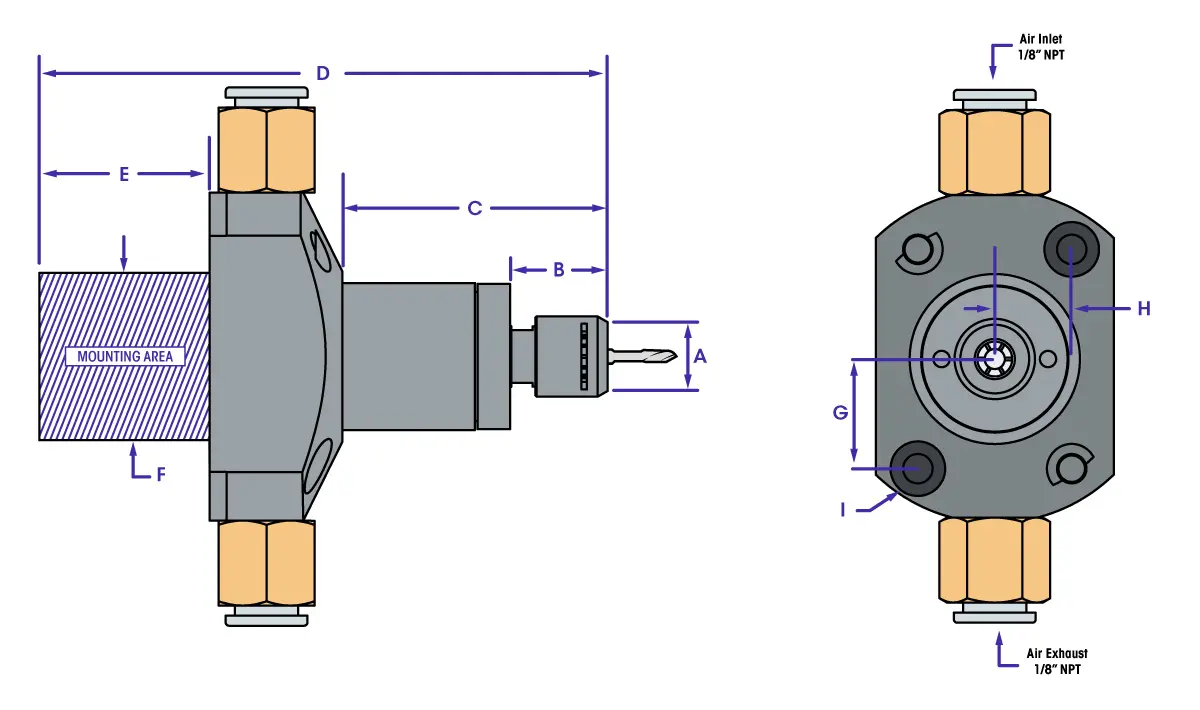
Desenho Dimensional 800LT
Ø 25 mm de diâmetro externo
 Saiba mais sobre o 800LT
Saiba mais sobre o 800LT
| Dimensões de diâmetro externo do 800LT 25 mm | |||||
| A | Ø 0.47" (12 mm) | E | 1.0 ″ (25.4 mm) | I | Ø 0.17" (4.32 mm) ATRAVÉS Ø 0.32" (8.13 mm) ↧ 0.46" (11.68 mm) TIPO (2) |
| B | 0.57 "(14.5 mm) | F | Ø 0.97″ (24.89 mm) | ||
| C | 1.56 "(39.62 mm) | G | 0.65″ (16.51 mm) TIPO (2) | ||
| D | 3.34 ″ (84.84 mm) | H | 0.45" (11.43 mm) TIPO (2) | ||
| Dimensões de diâmetro externo do 800LT 25 mm | |
| A | Ø 0.47" (12 mm) |
| B | 0.57 "(14.5 mm) |
| C | 1.56 "(39.62 mm) |
| D | 3.34 ″ (84.84 mm) |
| E | 1.0 ″ (25.4 mm) |
| F | Ø 0.97″ (24.89 mm) |
| G | 0.65″ (16.51 mm) TIPO (2) |
| H | 0.45" (11.43 mm) TIPO (2) |
| I | Ø 0.17" (4.32 mm) ATRAVÉS Ø 0.32" (8.13 mm) ↧ 0.46" (11.68 mm) TIPO (2) |






Figura 4: Tabelas que mostram a área de montagem e as dimensões adequadas para a instalação de todas as ferramentas pneumáticas acionadas.®.
Calculando sua nova taxa de alimentação e tempo de ciclo
Você não precisa alterar a RPM definida em seu programa para operar as ferramentas pneumáticas acionadas por turbina.® Em vez disso, altere a taxa de avanço no seu torno.
Todas as ferramentas acionadas para turbinas a ar® Operam a uma velocidade fixa constante definida de fábrica e são testadas e classificadas para estarem dentro de 10% da velocidade designada. A fórmula em Figura 5 abaixo está uma aproximação para calcular qual deve ser sua nova taxa de alimentação e tempo de ciclo. Sempre consulte um técnico de turbina de ar para sua aplicação específica.
| Variáveis de Cálculo | |
| Variável | Valor de exemplo |
| RPM padrão da ferramenta ao vivo | RPM 6,000 |
| Taxa de avanço padrão da ferramenta viva | 0.001 DPI |
| Tempo de ciclo padrão da ferramenta ativa | 60 Minutos |
| Ferramenta acionada para turbina a ar® RPM | RPM 60,000 |
1
60,000 RPM ÷ 6,000 RPM = 10
Divida sua ferramenta ativa de turbina a ar® Calcule a RPM pela RPM do seu eixo principal para determinar quantas vezes a RPM é mais rápida.
2
0.001 DPI × 10 = 0.01 DPI
Calcule sua nova taxa de avanço ao usar sua ferramenta pneumática acionada por turbina.® multiplicando sua taxa de avanço atual pelo número de vezes que a rotação por minuto (RPM) aumenta.
3
60 minutos ÷ 10 = 6 minutos
Calcule seu novo tempo de ciclo dividindo seu tempo de ciclo atual por quantas vezes mais rápido o RPM é.
Figura 5: Um conjunto de fórmulas usadas para determinar sua nova taxa de avanço aproximada e tempo de ciclo com uma ferramenta rotativa de turbina a ar.® Utilizando a rotação do seu fuso principal (RPM), a sua taxa de avanço atual e o tempo de ciclo atual.
Divisão de
Limpe a linha de contaminação e deixe-a funcionar por pelo menos 10 minutos antes do uso inicial para garantir que a lubrificação do rolamento não solidifique.
Monitore sempre o manômetro de pressão de ar durante a operação da sua ferramenta pneumática acionada.®. A chave para uma usinagem de alta velocidade bem-sucedida e desempenho otimizado da ferramenta é programar passes leves em taxas de avanço muito altas. Comece com um passe leve observando a qualidade do acabamento da superfície e gradualmente diminua ou aumente sua taxa de avanço para condições de corte ideais. Não tente cortar muito agressivamente. Você sobrecarregará sua turbina, fazendo com que sua ferramenta de corte pare ou arraste o material. Arrastar sua ferramenta no trabalho ou uma parada repentina causará estresse nos rolamentos e forçará a graxa para fora, causando falha prematura.

Trabalhando em um ambiente úmido
Ferramentas acionadas para turbinas de ar® São seladas para ambientes úmidos. Em um ambiente úmido, ligue o suprimento de ar da sua ferramenta pneumática acionada por turbina.® antes você liga o fluxo do líquido de arrefecimento. No final do ciclo, desligue primeiro o líquido de arrefecimento. Somente após o fluxo do líquido de arrefecimento ser desligado, então você pode desligar o fluxo de ar para sua ferramenta.
Saiba mais sobre as ferramentas em funcionamento para turbinas a ar®

Serviço de suporte
O suporte está sempre disponível por nossa equipe técnica nos EUA e na Alemanha. O serviço de reparo está disponível na Flórida e em Munique. Ligue para nossos técnicos de fábrica em +1-561-994-0500 ou envie um e-mail para [email protected].