WARNUNG
Durch Anschluss an die Luftversorgung wird die Spindelrotation gestartet. Schließen Sie Ihr Werkzeug erst an, wenn die Installation abgeschlossen ist.

Lesen Sie alle Anweisungen vor der Installation und Verwendung gründlich durch.
Herunterladbare PDF-Inhalte
Benutzerhinweise und Einrichtung
Zubehör-Teilenummern

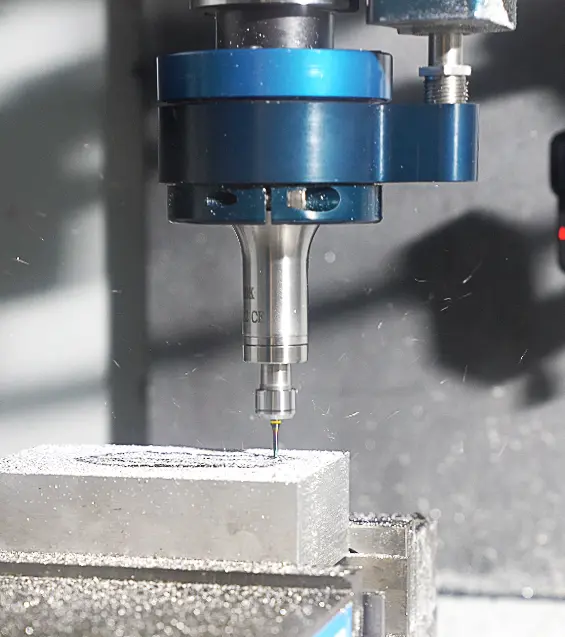
Montage von Luftturbinenspindeln® in Ihrer CNC
Sie haben drei Möglichkeiten, Ihre Luftturbinenspindel zu montieren.® zu Ihrer CNC-Maschine.
- Seitlicher oder hinterer Lufteinlass
- Luftzufuhr durch den Werkzeughalter
- Montagebaugruppe für Werkzeugwechsler
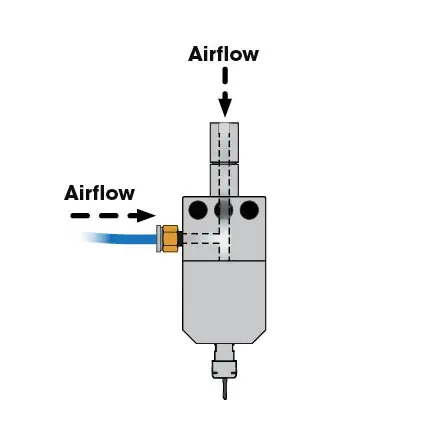
Ihre Spindel verfügt über 2 Lufteinlässe (hinten + seitlich). Es ist wichtig, dass der nicht verwendete Einlass geschlossen ist. Wenn Sie ein lautes Geräusch hören oder die Leistung zu niedrig ist, stellen Sie sicher, dass der nicht verwendete Einlass ordnungsgemäß verschlossen ist. Verwenden Sie bei Bedarf Magnete zur vorübergehenden Befestigung während der Einrichtung.
1.
Seitlicher oder hinterer Lufteinlass
2.
Luftversorgung durch den Werkzeughalter
3.
Werkzeugwechsler-Montagebaugruppe (ATC)
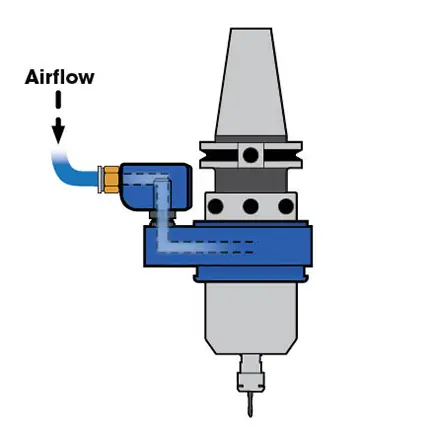

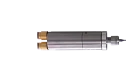
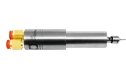
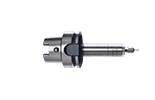
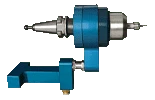
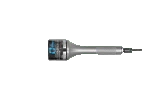
1. Seitlicher oder hinterer Lufteinlass
Die Serien 600X, 601, 602, 625 und 625X der Luftturbinenspindeln® Sie verfügen über wählbare Einlassoptionen von hinten oder von der Seite. JS-Einheiten sind mit ER32- oder anderen Werkzeughaltern kombinierbar und gewährleisten so uneingeschränkte Kompatibilität.
Die Modelle 650JS und 650XJS verwenden für die Luftzufuhr nur den seitlichen Einlass.

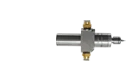
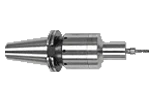
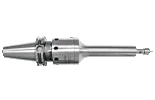
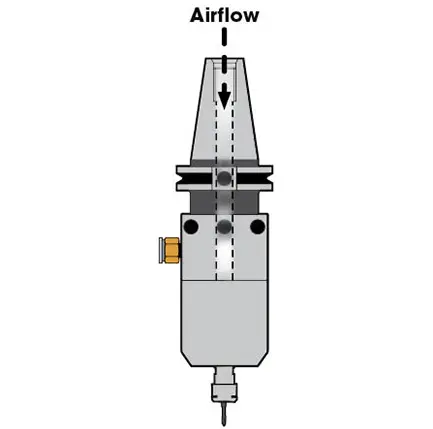
2. Luftzufuhr durch den Werkzeughalter
Zur Stromversorgung von Luftturbinenspindeln mittels Spindeldurchluft (TSA)®, überprüfen Sie den maximal möglichen Luftdurchsatz (CFM (L/s)) durch den Luftkanal und bestimmen Sie den maximalen Innendurchmesser der Zugstange/des Zugbolzens/des Innenschlauchs im System, einschließlich aller Magnetventile, die zur Betätigung der Luft verwendet werden.
Einige Halteknöpfe können gebohrt werden, um die Öffnung zu vergrößern und den richtigen Durchfluss zu ermöglichen, wie in Abbildung 3. Der Kanal muss sauber sein und darf keinen Teil aufweisen, der kleiner ist als der für Ihr Modell in der Tabelle angegebene Mindestinnendurchmesser. Abbildung 2 damit der Luftstrom nicht eingeschränkt wird. Vor der Verwendung der Luftturbinenspindel® Bei automatischen Arbeitsgängen wird empfohlen, den Werkzeugwechsel in eine leere Aufnahme durchzuführen und mindestens 5 Sekunden lang mit Druckluft zu spülen, um Verunreinigungen (Späne, Kühlmittel) zu entfernen.
Alle HSK-Spindeln können mit der zentralen Luftzufuhr verwendet werden, wenn die Luftleitung und alle Anschlüsse den für Ihr Modell angegebenen Mindestinnendurchmesser erfüllen Abbildung 2.
TECHNISCHER HINWEIS
Bestimmte CNC-Maschinen, wie beispielsweise von Hermle, verfügen über ein „Perlman-Ventil“, das den Luftdruck auf 30 psi / 3 bar begrenzt. Dieser Druck liegt unter dem für den Betrieb von Luftturbinenspindeln erforderlichen Mindestdruck von 90 psi / 6.2 bar.®.
Dieses Ventil muss für den ordnungsgemäßen Betrieb der Luftturbinenspindeln entfernt werden.®Bitte wenden Sie sich an Ihren Maschinentechniker, um sicherzustellen, dass keine Luftstrombehinderungen vorliegen. Wird dieses Ventil nicht entfernt, führt dies zu einer Durchflussbehinderung, Leistungseinbußen und Schäden an Ihrer Luftturbinenspindel.®.

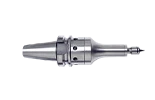
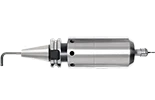
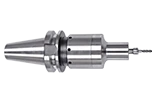
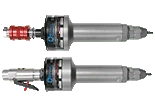
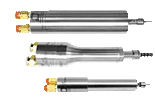
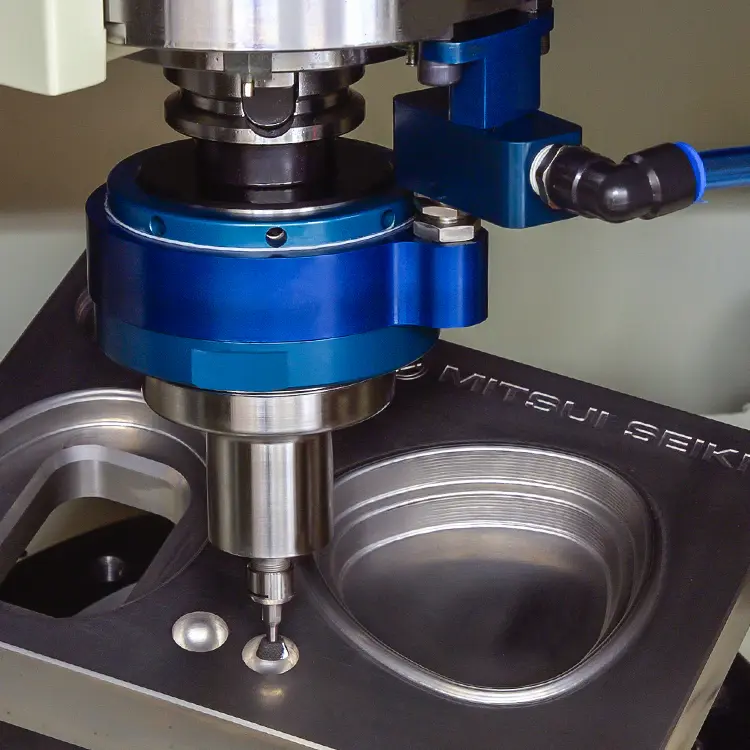
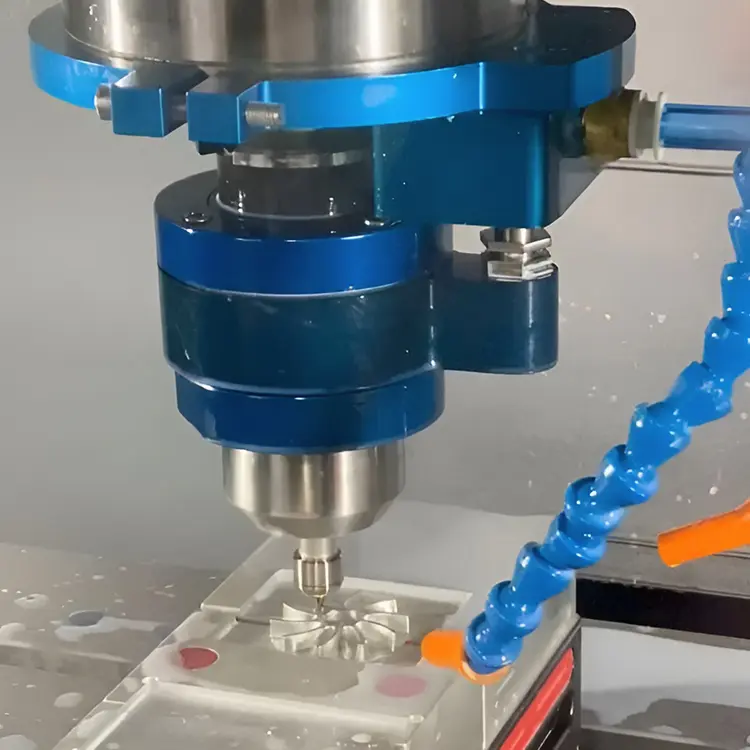
3. Werkzeugwechsler-Montagebaugruppe (ATC)
Mit unserer patentierten Option der umlaufenden Werkzeugwechsler-Montagebaugruppe (TMA) können CNC-Werkzeugwechsler unsere Familie von Hochgeschwindigkeitspräzisionsspindeln automatisch laden/entladen. Dies geschieht mithilfe eines proprietären Kragensystems und eines Montageblocks oder eines Rings um die CNC-Spindel. Der TMA-Kragen ist so ausgerichtet, dass er sich innerhalb weniger Minuten auf der rechten Seite der CNC-Spindel integriert. Der TMA-Block bleibt auch bei normalen Werkzeugwechseln auf der CNC-Spindel, selbst wenn die Luftturbinenspindel nicht verwendet wird.® da es die Verwendung der Hauptspindel nicht beeinträchtigt.
Es gibt drei Haupttypen von Werkzeugwechsler-Montagebaugruppen, wie unten gezeigt, die mit Haas, Hurco, Doosan, Robodrill, Hardinge, DMG, Brother, Okuma und allen anderen CNCs kompatibel sind. Wir sind es gewohnt, kundenspezifische Lösungen für jede CNC zu entwickeln. Zum Bohren Ihrer CNC-Schraubpositionen kann auch ein Universalblock bereitgestellt werden. Installationskits sind verfügbar.
Befestigungsblock einschrauben
Zweiteiliger Ring und Block
Bohrhahn


Erstinstallation
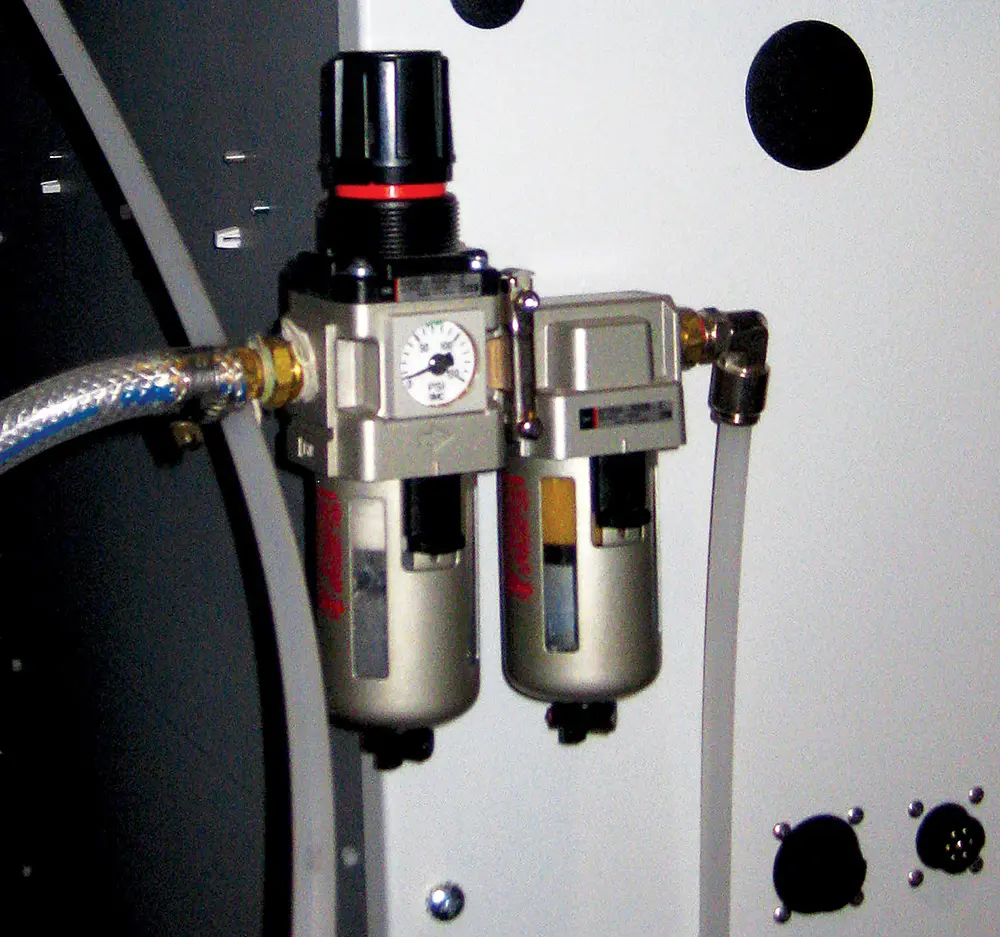
Montieren Sie Ihre Luftturbinenspindel® in Ihre CNC-Maschine und installieren Sie eine neue, separate Reinluftleitung von einem Filter/Regler zu Ihrer Luftturbinenspindel.® wie gezeigt in Abbildung 1. Filter/Regler sind im Lieferumfang Ihrer Spindel enthalten und können zusätzlich erworben werden.
Stellen Sie sicher, dass alle Luftleitungen und Armaturen den für Ihr Modell angegebenen Mindestinnendurchmesser aufweisen, wie in Abbildung 2. Setzen Sie außerdem in jeden Lufteinlass, der nicht verwendet wird, einen Stopfen.
Optional: Wenn Sie ein manuelles Absperrventil haben, installieren Sie es nach dem Filter/Regler, wie in Abbildung 1. Es wird die Verwendung eines manuellen Ventils empfohlen.
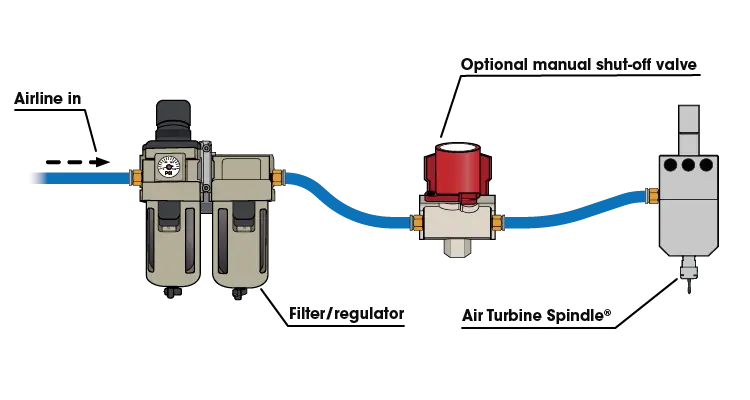
Abbildung 1: Eine saubere Luftleitung von einem Filter/Regler zu einem manuellen Absperrventil zu einer Luftturbinenspindel®.

Anforderungen an Luftschläuche und Armaturen
Vermeiden Sie Armaturen, Kupplungen und Schläuche mit einem kleineren Innendurchmesser als dem für Ihr Modell erforderlichen Mindestdurchmesser. Verbindungen mit einem kleineren Durchmesser als dem Mindestdurchmesser behindern den Luftstrom und reduzieren die Leistung Ihrer Luftturbinenspindel.®Den minimal erforderlichen Innendurchmesser (ID) für Anschlüsse und Schläuche Ihres Werkzeugs finden Sie in der Tabelle in Abbildung 2.
Einschränkungen des Luftstroms (wie Luftlecks und Verstopfungen) führen zu Leistungsverlusten und dazu, dass das Werkzeug durch das Material gezogen wird, wodurch die Lager beschädigt werden. Manche Anschlüsse mit nominalen Innenabmessungen können einen Innendurchmesser aufweisen, der kleiner als angegeben ist und somit Luftstrom und Leistung einschränkt. Schon ein einziger Anschluss mit zu kleinem Innendurchmesser kann den Luftstrom und die Leistung Ihrer Luftturbinenspindel erheblich reduzieren.®.
WARNUNG
Ihre Luftturbinenspindel® Um eine optimale Leistung zu gewährleisten, muss das Gerät ab Herstellungsdatum alle 30 Tage mindestens 10 Minuten laufen. Vor der ersten Verwendung sollte es mindestens 10 Minuten laufen.
Ihre Luftturbinenspindel® Um eine optimale Leistung zu gewährleisten, muss das Gerät ab Herstellungsdatum alle 30 Tage mindestens 10 Minuten laufen. Vor der ersten Verwendung sollte es mindestens 10 Minuten laufen.
| Anforderungen an Luftschläuche und Armaturen für Luftturbinenspindeln® | ||
| Modell | Mindestens erforderlicher Innendurchmesser für Schlauch/Anschluss | |
| Metrisch | Imperial | |
| 4mm | 5 / 32 " |
| 6mm | 15 / 64 " |
| 8mm | 5 / 16 " |
| 10mm | 25 / 64 " |
| Anforderungen an Luftschläuche und Armaturen für Luftturbinenspindeln® |
| Modell |
|
|
|
|
| Mindestens erforderlicher Innendurchmesser für Schlauch/Anschluss | |
| Metrisch | Imperial |
| 4mm | 5 / 32 " |
| 6mm | 15 / 64 " |
| 8mm | 5 / 16 " |
| 10mm | 25 / 64 " |
Abbildung 2: Luftturbinenspindeln® Spezifikationen für den Innendurchmesser von Schläuchen/Fittings/Verbindungsstücken.
Air Anforderungen
Stellen Sie sicher, dass ausreichend saubere Druckluft bei 90 psi/6.2 bar mit dem für Ihr Modell angegebenen Luftdurchflussvolumen CFM (L/s) vorhanden ist, wie in der Tabelle in gezeigt Abbildung 3 um den Betriebsluftverbrauch aufrechtzuerhalten. Berücksichtigen Sie je nach Anwendung den Spitzen- oder Stillstandskapazitätsverbrauch. Unser Regler erhöht das Luftstromvolumen bei Bedarf, um die Rotation bei hoher Geschwindigkeit aufrechtzuerhalten, wenn Ihr Werkzeug mit dem Schneiden beginnt. Luftdruck und Durchflussvolumen müssen daher bei Bedarf verfügbar sein und konstant bleiben, ohne dass es im Laufe der Zeit oder beim Schneiden zu einem Abfall kommt.
WARNUNG
Durch Anschluss an die Luftversorgung wird die Spindelrotation gestartet. Schließen Sie Ihr Werkzeug erst an, wenn die Installation abgeschlossen ist.
Durch Anschluss an die Luftversorgung wird die Spindelrotation gestartet. Schließen Sie Ihr Werkzeug erst an, wenn die Installation abgeschlossen ist.
Nicht ölen oder schmieren. Nur trockene, saubere, ölfreie Druckluft mit 90 psi (6.2 bar) verwenden.
Vermeiden Sie Drücke unter 90 psi (6.2 bar), da das Werkzeug sonst durch das Material gezogen wird, was zu schnellem Lagerverschleiß und Leistungseinbußen führt. Verwenden Sie keinen Druck über 100 psi (6.9 bar), da sonst der Turbinengenerator platzt.
Luftdruck und -durchfluss müssen unter Schneidlast konstant bleiben. Unzureichender Durchfluss führt zu einer Verlangsamung oder einem plötzlichen Stillstand der Werkzeugrotation und damit zu Lagerschäden. Sinkt der Druck (psi/bar) unter 90 psi (6.2 bar), liefert Ihr Kompressor möglicherweise nicht genügend Luftvolumenstrom (CFM/l/s) für die Luftturbinenspindel.® oder es gibt eine Durchflussbehinderung in der Luftleitung.
Leerlauf-CFM/L/s-Bewertung vs. Betriebsluftverbrauchswerte
Luftturbinenspindeln® Der Luftverbrauch steigt mit zunehmender Schnittlast bzw. steigendem Materialabtrag. Dies ist die normale Funktionsweise unseres patentierten Reglers, der eine hohe Drehzahl entlang des Werkzeugwegs aufrechterhält und die Luftturbinenspindeln effizienter macht.® effizienter Luftverbrauch.
| Luftturbinenspindeln® Leerlauf und Betriebsluftverbrauchswerte |
|||
| Modell | Schnelligkeit | Luftverbrauch Leerlauf | Luftverbrauch Arbeitsablauf |
| 65,000 U/min | 3.5 CFM (1.65 l/s) | 5 CFM (2.36 l/s) |
| 80,000 U/min | |||
| 40,000 U/min | 4.5 CFM (2.1 l/s) | 5 CFM – 6 CFM (2.26 l/s – 2.83 l/s) |
| 50,000 U/min | |||
| 65,000 U/min | |||
| 90,000 U/min | 5 CFM (2.36 l/s) | ||
| 30,000 U/min | 12 CFM (5.66 l/s) | 11 CFM – 20 CFM (5.19 l/s – 9.44 l/s) |
| 40,000 U/min | 14 CFM (6.61 l/s) | ||
| 50,000 U/min | |||
| 65,000 U/min | 16 CFM (7.55 l/s) | ||
| 30,000 U/min | 16 CFM (7.55 l/s) | 22 CFM – 30 CFM (10.38 l/s – 14.16 l/s) |
| 40,000 U/min | 20 CFM (9.44 l/s) | ||
| 50,000 U/min | |||
| 30,000 U/min – 50,000 U/min | 12 CFM (5.66 l/s) – 20 CFM (9.44 l/s) | 11 CFM – 30 CFM (5.19 l/s – 14.16 l/s) |
| 25,000 U/min | 13 CFM (6.14 l/s) | 14 CFM – 35 CFM (6.61 l/s – 16.52 l/s) |
| 30,000 U/min | 18 CFM (6.49 l/s) | ||
| 40,000 U/min | |||
| 25,000 U/min | 14 CFM (6.61 l/s) | 19 CFM – 40 CFM (8.97 l/s – 18.89 l/s) |
| 30,000 U/min | 20 CFM (9.44 l/s) | ||
| 40,000 U/min | 23 CFM (10.85 l/s) | ||
| 25,000 U/min – 40,000 U/min | 13 CFM (6.14 l/s) – 23 CFM (10.85 l/s) | 14 CFM – 40 CFM (6.61 l/s – 18.89 l/s) |
| 50,000 U/min | 20 CFM (9.44 l/s) | 20 CFM – 35 CFM (9.44 l/s – 16.52 l/s) |
| Luftturbinenspindeln® Luftverbrauchswerte im Leerlauf und Betrieb |
| Modell |
|
|
|
|
|
|
|
|
|
| Schnelligkeit | Luftverbrauch Leerlauf | Luftverbrauch Arbeitsablauf |
| 65,000 U/min | 3.5 CFM (1.65 l/s) | 5 CFM (2.36 l/s) |
| 80,000 U/min | ||
| 40,000 U/min | 4.5 CFM (2.1 l/s) | 5 CFM – 6 CFM (2.26 l/s – 2.83 l/s) |
| 50,000 U/min | ||
| 65,000 U/min | ||
| 90,000 U/min | 5 CFM (2.36 l/s) | |
| 30,000 U/min | 12 CFM (5.66 l/s) | 11 CFM – 20 CFM (5.19 l/s – 9.44 l/s) |
| 40,000 U/min | 14 CFM (6.61 l/s) | |
| 50,000 U/min | ||
| 65,000 U/min | 16 CFM (7.55 l/s) | |
| 30,000 U/min | 16 CFM (7.55 l/s) | 22 CFM – 30 CFM (10.38 l/s – 14.16 l/s) |
| 40,000 U/min | 20 CFM (9.44 l/s) | |
| 50,000 U/min | ||
| 30,000 U/min – 50,000 U/min | 12 CFM (5.66 l/s) – 20 CFM (9.44 l/s) | 11 CFM – 30 CFM (5.19 l/s – 14.16 l/s) |
| 25,000 U/min | 13 CFM (6.14 l/s) | 14 CFM – 35 CFM (6.61 l/s – 16.52 l/s) |
| 30,000 U/min | 18 CFM (6.49 l/s) | |
| 40,000 U/min | ||
| 25,000 U/min | 14 CFM (6.61 l/s) | 19 CFM – 40 CFM (9.87 l/s – 18.89 l/s) |
| 30,000 U/min | 20 CFM (9.44 l/s) | |
| 40,000 U/min | 23 CFM (10.85 l/s) | |
| 25,000 U/min – 40,000 U/min | 13 CFM (6.14 l/s) – 23 CFM (10.85 l/s) | 14 CFM – 40 CFM (6.61 l/s – 18.89 l/s) |
| 50,000 U/min | 20 CFM (9.44 l/s) | 20 CFM – 35 CFM (9.44 l/s – 16.52 l/s) |
Abbildung 3: Leerlauf-Luftverbrauch (l/s) und Betriebsluftverbrauchswerte für Luftturbinenspindeln®.
Installieren der Werkzeugwechsler-Montagebaugruppe
Installation von Luftturbinenspindeln TMA auf einer Haas-Maschine
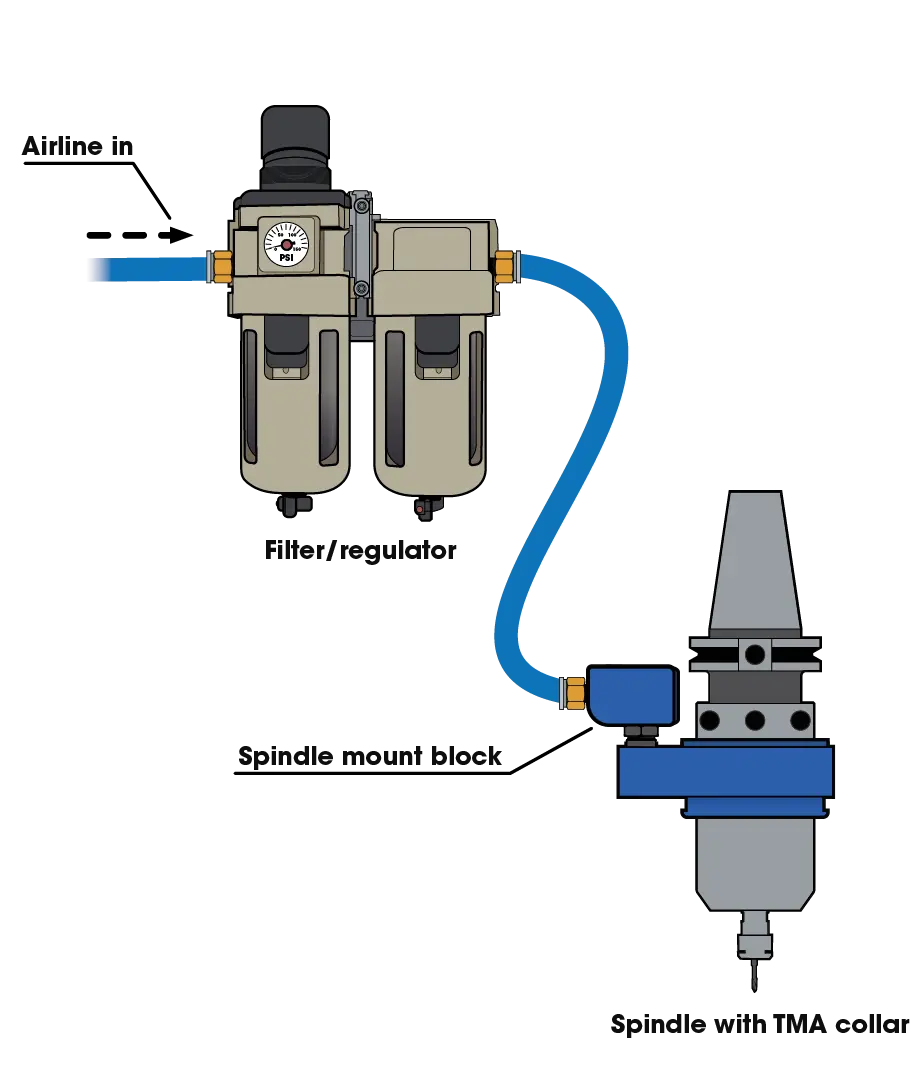
Abbildung 4: Eine saubere Luftleitung von einem Filter/Regler zu einer Luftturbinenspindel® mit der Werkzeugwechsler-Montagebaugruppe.
Installieren Sie den mitgelieferten Spindelmontageblock, indem Sie die spezielle Frischluftleitung vom mitgelieferten Filter/Regler an Ihre Spindel anschließen, wie in gezeigt Abbildung 4. Wir bieten viele vorgebohrte Spindelmontageblöcke für verschiedene CNC-Maschinenmodelle und einen Universalblock.
*Für die Installation sind SHCS 10–32 x 0.75 Zoll auf Haas CNC-Maschinen erforderlich.
Bereiten Sie die CNC-Spindel vor, indem Sie M19 oder eine Spindelausrichtung durchführen. Stellen Sie sicher, dass die TMA-Düse alle Teile für den CNC-Werkzeugwechslerschutz oder die Maschinensäulen freigibt indem Sie die Zeichnungen Ihres CNC-Herstellers zu Rate ziehen oder alle Abstände mit einem Modellwerkzeug überprüfen. Bei einigen Portalmaschinen reicht die Düse oder der Außendurchmesser des TMA-Kragens nicht aus der Säulenecke heraus (d. h. alle Maschinen vom Typ GR erfordern ein spezielles Werkzeuggestell auf dem Maschinentisch oder eine manuelle Beladung).
Hinweis: Sobald die Luftturbinenspindel® Wenn die Spindel in Ihre CNC-Spindel eingesetzt ist, sollten Sie die Höhe der Düsenschraube weiter anpassen, um die Kugelventildichtung wie abgebildet zu betätigen. Abbildung 5. Beim Kuppeln wird der Luftstrom an der Spindel eingeschaltet.
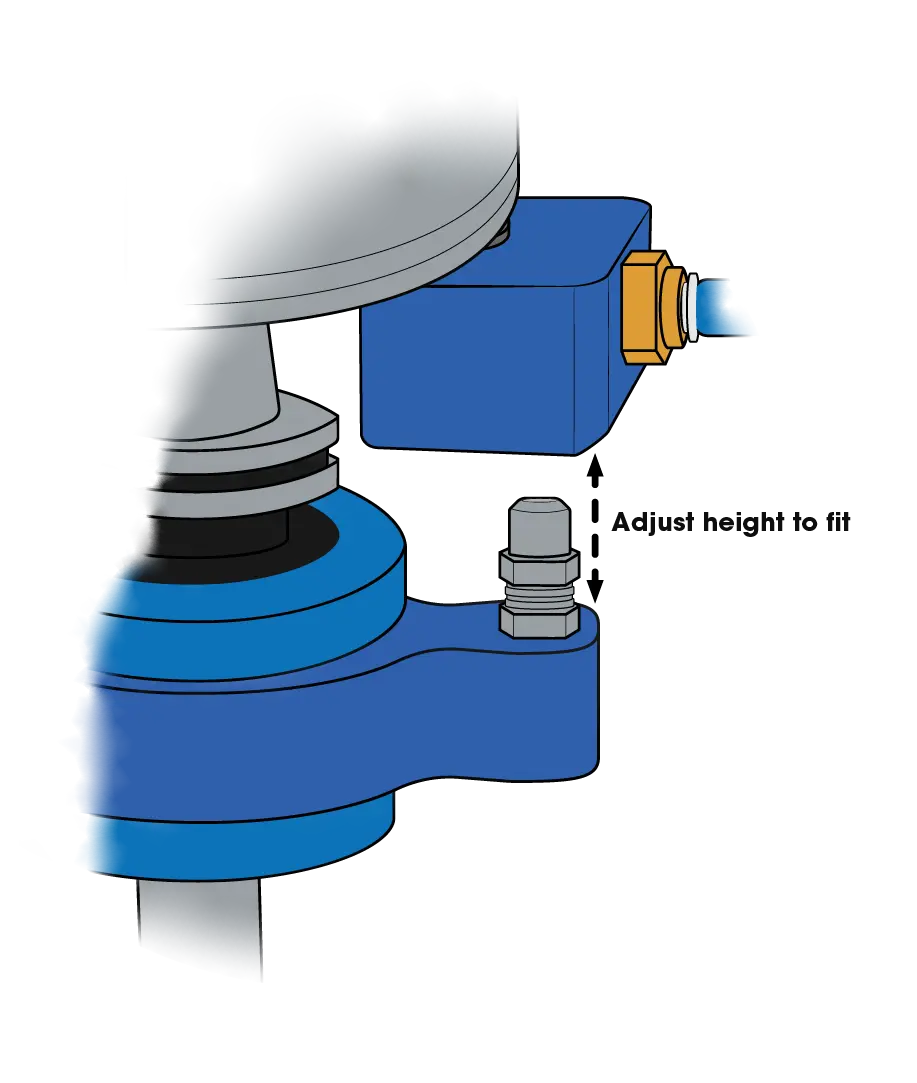
Abbildung 5: Höhenverstellung der Düsenschraube.
Möglicherweise müssen Sie beim Einstellen der Höhe Ihrer Düsenschrauben etwas herumprobieren. Lassen Sie die Hauptspindel-Zugstange (Werkzeugentriegelungsknopf) nicht starten, bis die Anschlussdüse in die Einlassöffnung des Blocks passt (ca. 1 mm in die Einlassöffnung hinein).
Wenn der Düsenarm gegenüber dem Einlass nicht korrekt ausgerichtet ist, muss die Luftturbinenspindel ausgebaut werden.® Vom Spindelkegelbereich der CNC-Maschine aus justieren Sie die Ausrichtung der TMA-Düse, um sie korrekt mit der Einlassöffnung zu fluchten, und wiederholen Sie den Ladevorgang. Sobald die Düse erfolgreich in die CNC-Hauptspindel eingesetzt wurde, öffnen Sie das Absperrventil des Luftschlauchs. Läuft die Spindel an und tritt keine Luft aus, ist die Anschlussdüse vermutlich korrekt eingestellt. Ist hingegen ein Luftaustritt hörbar, sind weitere Justierungen erforderlich.
G-Codes und Spindelorientierung
Stellen Sie sicher, dass die Installation erfolgreich war, indem Sie mehrmals einen Werkzeugwechsel mit auf die niedrigste Drehzahl eingestellter Übersteuerung durchführen, um die Belastung und Entlastung der Luftturbinenspindel zu beobachten.® Um sicherzustellen, dass es korrekt einrastet und funktioniert, verfügt jede CNC-Steuerung über unterschiedliche Codes, die gewährleisten, dass sich die CNC-Hauptspindel nicht einschaltet, während die Luftturbinenspindel läuft.® wird geladen Aus Sicherheitsgründen muss unbedingt sichergestellt werden, dass Einrichtpersonal, Maschinenbediener, Programmierer usw. ordnungsgemäß darüber informiert werden, dass die Hauptspindel stationär bleiben muss, außer während an der CNC-Maschine ein Werkzeugwechsel durchgeführt wird. Während eines Werkzeugwechsels, nach dem Einspannen der Luftturbinenspindel® Eine CNC-Spindel führt normalerweise eine Spindelausrichtung oder -drehung durch, um sicherzustellen, dass die Mitnehmer vor dem Einlegen in die Werkzeugwechslertrommel oder den seitlichen Magazinmechanismus ausgerichtet sind. Die Werkzeugwechsler-Montageeinheit ermöglicht eine Spindelausrichtung dank ihres patentierten Kragensystems.
Fehlerbehebung bei Ihrer TMA-Installation

Luftturbinenspindel® Lässt sich nicht einschalten
Setzen Sie die Anschlussdüsenschraube mit einem Schraubenschlüssel an und drehen Sie sie gegen den Uhrzeigersinn, um die Höhe zu erhöhen. Gehen Sie mit Händen und Kleidungsstücken vorsichtig um, die sich in der Nähe der Spindel befinden könnten, da sich Ihre Spindel einschaltet und mit der Nenndrehzahl dreht, wenn Luft zugeführt wird. Sobald die Luftturbinenspindel® Schalten Sie das Gerät ein, drehen Sie die Düsenschraube ein kleines Stück weiter hoch und ziehen Sie dann die Sechskant-Kontermutter fest, um die Düse zu sichern.

Düse ist zu hoch
Wenn die Düse zu hoch ist, sehen Sie, wie sich der blaue Spindelbund neigt. Dadurch kann sich die untere Verriegelung im Spindelbund lösen oder zu viel Luft aus den O-Ringen des Bunds entweichen, die den TMA-Bund am Hauptflanschteil des TMA-Bundsystems abdichten. Wenn die Düse zu hoch ist, führen Sie den Vorgang in umgekehrter Reihenfolge aus, um die Düse abzusenken, und ziehen Sie die Kontermutter wieder fest, damit der Anschluss genau passt.
TMA-Kragenrotation
Ein werkseitig eingestellter Widerstand (z. B. Kragen mit Kolbenabschnitt zum Spindelkörperabschnitt) hält den Kolben während eines Werkzeugwechsels an Ort und Stelle, während die freie Drehung (z. B. Spindelausrichtung) weiterhin möglich ist. Mit der Zeit kann Reibung die Drehsteifigkeit aufgrund von Kühlmittel, Staub usw. verändern. Stellen Sie sicher, dass weder zu viel noch zu wenig Reibung vorhanden ist, da dies zu einer Fehlbelastung der Spindel führen kann. Die Festigkeit des Kragens kann mit Inbusschlüsseln eingestellt werden. Wenn sich der Spindelkragen nicht dreht, lösen Sie den Kragen, indem Sie die Inbusmuttern im Spindelkragen so einstellen, dass eine freie Drehung bei leichtem Druck möglich ist, ohne dass er sich löst. Ihre Spindel muss sich frei drehen können, während sie sicher an ihrem Platz sitzt.
Wartung
Ihre Luftturbinenspindel® Um eine optimale Leistung zu gewährleisten, muss das Gerät ab Herstellungsdatum alle 30 Tage mindestens 10 Minuten lang laufen.
Vor dem ersten Gebrauch mindestens 10 Minuten laufen lassen. Die Luftleitung muss einwandfrei sauber sein und darf keine Kupplung oder keinen Schlauch aufweisen, der kleiner ist als der für Ihr Modell erforderliche Mindestinnendurchmesser, wie in beschrieben Abbildung 2 sodass das Luftstromvolumen nicht eingeschränkt wird.
Spülen Sie die Druckluftleitung vor jedem Gebrauch von Verunreinigungen. Die mitgelieferte Kombination aus 0.3-Mikron-Filter, Absaugvorrichtung und Regler ist ein notwendiges Zubehör für Luftturbinenspindeln.® Um Verunreinigungen in Ihrer Druckluftversorgung zu beseitigen, müssen Filterelemente regelmäßig ausgetauscht und der Absaugapparat im Rahmen der regulären Wartung entleert werden. Verunreinigungen können die Turbinenkomponenten beschädigen und Reparaturen erforderlich machen.
Berechnen Sie Ihre neue Vorschubgeschwindigkeit und Zykluszeit
Sie müssen die eingestellte Drehzahl in Ihrem Programm nicht ändern, um Luftturbinenspindeln zu betreiben.® in Ihrer CNC-Maschine. Ändern Sie stattdessen die Vorschubgeschwindigkeit in Ihrem Programm. Alle Luftturbinenspindeln® Sie arbeiten mit einer werkseitig festgelegten, konstanten Drehzahl und werden so geprüft und bewertet, dass sie innerhalb von 10 % der Solldrehzahl liegen.
Die Formel in Abbildung 6 Nachfolgend finden Sie eine Näherungsangabe zur Berechnung Ihrer neuen Vorschubgeschwindigkeit und Zykluszeit. Konsultieren Sie für Ihre spezifische Anwendung immer einen Air Turbine-Techniker.
| Berechnungsvariablen | |
| Variable | Beispielwert |
| Hauptspindeldrehzahl | 10,000 U/min |
| Hauptspindelvorschubgeschwindigkeit | 10 IPM |
| Hauptspindelzykluszeit | 60 Minuten |
| Luftturbinenspindel® RPM | 40,000 U/min |
1
40,000 U/min ÷ 10,000 U/min = 4
Teilen Sie Ihre Luftturbinenspindel® Vergleichen Sie die Drehzahl Ihrer Hauptspindel mit der Drehzahl Ihrer Spindel, um zu ermitteln, um wie viel höher die Drehzahl ist.
2
10 IPM × 4 = 40 IPM
Berechnen Sie Ihre neue Vorschubgeschwindigkeit bei Verwendung Ihrer Luftturbinenspindel.® indem Sie Ihre aktuelle Vorschubgeschwindigkeit mit dem Faktor multiplizieren, um den die Drehzahl um den Faktor höher ist.
3
60 Minuten ÷ 4 = 15 Minuten
Berechnen Sie Ihre neue Zykluszeit indem Sie Ihre aktuelle Zykluszeit durch die Anzahl der Umdrehungen pro Minute dividieren.
Abbildung 6: Ein Satz von Formeln zur Bestimmung Ihrer ungefähren neuen Vorschubgeschwindigkeit und Zykluszeit mit einer Luftturbinenspindel® unter Verwendung der Drehzahl Ihrer Hauptspindel, Ihrer aktuellen Vorschubgeschwindigkeit und Ihrer aktuellen Zykluszeit.
Produktion
Überwachen Sie während des Betriebs Ihrer Luftturbinenspindel stets den Luftdruckmesser.®. Der Schlüssel zu erfolgreicher Hochgeschwindigkeitsbearbeitung und optimierter Werkzeugleistung ist die Programmierung leichter Durchgänge mit sehr hohen Vorschubgeschwindigkeiten. Alle Werkzeuge werden getestet und so bewertet, dass sie innerhalb von 10 % der angegebenen Geschwindigkeit liegen. Beginnen Sie mit einem leichten Durchgang und beobachten Sie die Oberflächenqualität. Verringern oder erhöhen Sie dann allmählich Ihre Vorschubgeschwindigkeit, um optimale Schnittbedingungen zu erzielen. Versuchen Sie nicht, zu aggressiv zu schneiden. Sie überlasten Ihre Turbine, was dazu führt, dass Ihr Schneidwerkzeug blockiert oder im Material schleift. Wenn Ihr Werkzeug auf dem Werkstück schleift oder plötzlich anhält, werden die Lager belastet und das Fett herausgedrückt, was zu vorzeitigem Ausfall führt.
WARNUNG
Reinigen Sie die Leitung von Verunreinigungen und lassen Sie sie vor dem ersten Gebrauch mindestens 10 Minuten laufen, um sicherzustellen, dass die Lagerschmierung nicht verfestigt.

Programmierung Ihrer Luftturbinenspindel®
Abgesehen von wenigen Ausnahmen, Luftturbinenspindeln® Ihre gewohnten CAM-Programme werden ausgeführt. Sie müssen lediglich den Spindeldrehzahlbefehl (S3000) und den Drehrichtungsbefehl (M3 oder M4) entfernen. Bei hohen Drehzahlen sollte ein kleines, konzentrisches Schneidwerkzeug mit schnellem Vorschub und geringer Schnitttiefe verwendet werden. Diese schichtweise Programmierung sorgt für einen sauberen Schnitt und optimiert Werkzeugleistung und -standzeit.
Spindelbefehle
Erhöhen Sie die Schnitttiefe schrittweise, um optimale Schnittbedingungen zu schaffen. Verwenden Sie M05 auf Steuerungen vom Typ Fanuc, um sicherzustellen, dass die Hauptspindel ausgeschaltet ist. Stellen Sie immer sicher, dass die Hauptspindel so programmiert ist, dass sie sich nicht dreht (S0/M05).
Vorgefertigte Zyklen
Beachten Sie, dass bei CNC-Steuerungen die Befehle G81, G82 und G83 (Tiefbohren) die Maschinenspindel einschalten, selbst wenn M05 (Spindelstopp) aktiviert ist. In den meisten Bohranwendungen ist Tiefbohren dank der hohen Drehzahl Ihrer Luftturbinenspindel nicht erforderlich.®Es gibt mehrere alternative Lösungen: Manche CAM-Programme ermöglichen es, das Bohren ohne vordefinierten Zyklus zu programmieren, oder man kann den Pfad manuell programmieren, oder man kann Makros verwenden.
Vorgefertigte Zyklen
Beachten Sie, dass bei CNC-Steuerungen die Befehle G81, G82 und G83 (Tiefbohren) die Maschinenspindel einschalten, selbst wenn M05 (Spindelstopp) aktiviert ist. In den meisten Bohranwendungen ist Tiefbohren dank der hohen Drehzahl Ihrer Luftturbinenspindel nicht erforderlich.®Es gibt mehrere alternative Lösungen: Manche CAM-Programme ermöglichen es, das Bohren ohne vordefinierten Zyklus zu programmieren, oder man kann den Pfad manuell programmieren, oder man kann Makros verwenden.
CNC-Hauptspindeldrehzahl deaktivieren
Programmieren Sie Ihre CNC-Maschinensteuerung so, dass ein Normalbetrieb ohne Spindeldrehung möglich ist.
Erfahren Sie mehr über Luftturbinenspindeln.®
Dienstleistung und Unterstützung
Support steht Ihnen jederzeit durch unser technisches Team in den USA und Deutschland zur Verfügung. Der Reparaturservice ist in Florida und München verfügbar. Rufen Sie unsere Werkstechniker unter +1-561-994-0500 an oder senden Sie uns eine E-Mail an [E-Mail geschützt] .