WARNUNG
Klemmen Sie Ihr Druckluftturbinenwerkzeug niemals ein.® Ein Werkzeug in die Vorrichtung einsetzen. Immer geeignete Schutzbrille tragen.
Lesen Sie alle Anweisungen vor der Installation und Verwendung gründlich durch.
Erstinstallation

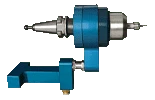
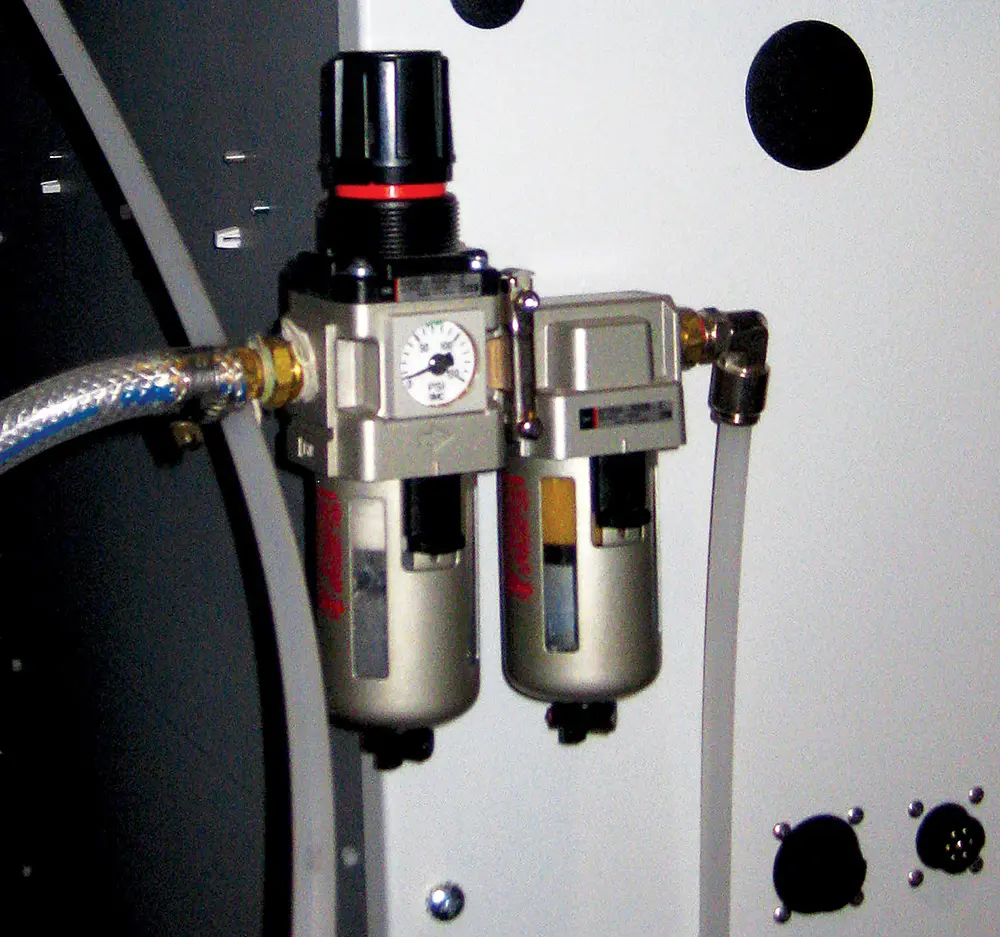
Abbildung 1: Eine saubere Druckluftleitung von einem Filter/Regler zu einem Luftturbinen-Handwerkzeug mit Schieberventil.

Installieren Sie eine neue, separate Reinluftleitung von einem Filter/Regler zu Ihrem Luftturbinenwerkzeug.® wie gezeigt in Abbildung 1Die Druckluftzufuhr muss sauber und trocken sein und einen Druck von 90 psi (6.2 bar) sowie das für Ihr Modell angegebene Luftvolumen (CFM) aufweisen, wie in der Abbildung dargestellt. Abbildung 3 Auf Anfrage erhältlich. Eine 0.3-Mikron-Filter-/Regler-/Extraktor-Kombination ist eine empfohlen Zubehör zum Betrieb von Druckluft-Turbinenwerkzeugen® um alle Verunreinigungen in Ihrer Luftzufuhr zu beseitigen.
| Schlauch/Anschluss Mindest Erforderlicher Innendurchmesser |
|||
| Modell | Metrisch | Imperial | |
|
| 4.763mm | 3 / 16 " |
|
| 6mm | 15 / 64 " |
|
| 8mm | 5 / 16 " |
| 10mm | 25 / 64 " | |
| Anforderungen an Druckluftschläuche und -armaturen für Druckluftturbinenwerkzeuge® | ||
| Modell | Metrisch | Imperial |
| 4.763mm | 3 / 16 " |
| 6mm | 15 / 64 " |
| 8mm | 5 / 16 " |
| 10mm | 25 / 64 " |
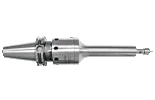
Abbildung 2: Werkzeuge für Luftturbinen® Spezifikationen für Schlauch-/Fittings-/Anschluss-Innendurchmesser.
Anforderungen an Luftschläuche und Armaturen
Verwenden Sie keine Armaturen, Kupplungen oder Schläuche mit einem kleineren Innendurchmesser als dem für Ihr Modell erforderlichen Mindestdurchmesser. Verbindungen mit einem kleineren Durchmesser behindern den Luftstrom und reduzieren die Leistung Ihres Druckluft-Turbinenwerkzeugs.®.
Den minimal erforderlichen Innendurchmesser (ID) für Anschlüsse und Schläuche für Ihr Werkzeug finden Sie in der untenstehenden Tabelle. Abbildung 2.
Einschränkungen des Luftstroms (wie Luftlecks und Verstopfungen) führen zu Leistungsverlusten und dazu, dass das Werkzeug durch das Material gezogen wird, wodurch die Lager beschädigt werden. Manche Anschlüsse mit nominalen Innenmaßen können einen kleineren Innendurchmesser als angegeben aufweisen und so den Luftstrom und die Leistung beeinträchtigen. Schon ein einziger Anschluss mit zu kleinem Innendurchmesser reicht aus, um den Luftstrom und die Leistung Ihres Druckluft-Turbinenwerkzeugs zu reduzieren.®.
Air Anforderungen
Stellen Sie sicher, dass ausreichend saubere Druckluft bei 90 psi/6.2 bar mit dem für Ihr Modell angegebenen Luftdurchflussvolumen CFM (L/s) vorhanden ist, wie in gezeigt Abbildung 3 Um den Luftverbrauch im Betrieb aufrechtzuerhalten, erhöht unser Regler bei Bedarf die Luftmenge, um die hohe Drehzahl Ihres Werkzeugs beim Schneidvorgang zu gewährleisten. Luftdruck und Luftmenge müssen daher jederzeit verfügbar sein und konstant bleiben, ohne dass es während der Zeit oder beim Schneiden zu einem Abfall kommt.
Nicht ölen oder schmieren. Nur trockene, saubere, ölfreie Druckluft mit 90 psi (6.2 bar) verwenden.
Vermeiden Sie Drücke unter 90 psi (6.2 bar), da das Werkzeug sonst durch das Material gezogen wird, was zu schnellem Lagerverschleiß und Leistungseinbußen führt. Verwenden Sie keinen Druck über 100 psi (6.9 bar), da sonst der Turbinengenerator platzt.
Luftdruck und -durchfluss müssen unter Schneidlast konstant bleiben. Unzureichender Durchfluss führt zu einer Verlangsamung oder einem plötzlichen Stillstand der Werkzeugrotation und damit zu Lagerschäden. Sinkt der Druck (psi/bar) unter 90 psi (6.2 bar), liefert Ihr Kompressor möglicherweise nicht genügend Luftvolumenstrom (CFM/l/s) für das Luftturbinenwerkzeug.® oder es gibt eine Durchflussbehinderung in der Luftleitung.
Leerlauf-CFM/L/s-Bewertung vs. Betriebsluftverbrauchswerte
Werkzeuge für Luftturbinen® Der Luftverbrauch steigt mit zunehmender Schnittlast bzw. steigendem Materialabtrag. Dies ist die normale Funktionsweise unseres patentierten Reglers, der eine hohe Drehzahl entlang des Werkzeugwegs aufrechterhält und die Leistung von Luftturbinenwerkzeugen optimiert.® effizienter Luftverbrauch.
Wenn der Druck am Regler unter 90 psi (6.2 bar) fällt, während Ihr Werkzeug in Betrieb ist, bedeutet dies, dass nicht genügend Luft zum Werkzeug gelangt. Dies deutet darauf hin, dass eine Kupplung den Luftstrom behindert oder Ihr Kompressor nicht die erforderliche Luftmenge liefert.
| Werkzeuge für Luftturbinen® Leerlauf und Betriebsluftverbrauchswerte |
|||
| Modell | Schnelligkeit | Luftverbrauch Leerlauf | Luftverbrauch Arbeitsablauf |
| 40,000 U/min | 3.2 CFM (1.51 l/s) | 4.7 CFM – 7 CFM (2.22 l/s - 3.3 l/s) |
| 50,000 U/min | |||
| 65,000 U/min | 4 CFM (1.89 l/s) | ||
| 50,000 U/min | 4 CFM (1.89 l/s) | 6 CFM – 9 CFM (2.22 l/s - 4.24 l/s) |
| 40,000 U/min | 3 CFM (1.41 l/s) | 4.8 CFM – 7 CFM (2.27 l/s - 4.24 l/s) |
| 50,000 U/min | 4 CFM (1.89 l/s) | ||
| 65,000 U/min | |||
| 90,000 U/min | 5 CFM (2.37 l/s) | ||
| 30,000 U/min | 10 CFM (4.72 l/s) | 11 CFM – 20 CFM (5.19 l/s - 9.44 l/s) |
| 40,000 U/min | 13 CFM (6.14 l/s) | ||
| 50,000 U/min | 14 CFM (6.61 l/s) | ||
| 65,000 U/min | |||
| 30,000 U/min | 10 CFM (4.72 l/s) | 11 CFM – 20 CFM (5.19 l/s - 9.44 l/s) |
| 40,000 U/min | 13 CFM (6.14 l/s) | ||
| 40,000 U/min | 6 CFM (2.83 l/s) | 7 CFM - 10 CFM (3.3 l/s -4.27 l/s) |
| 50,000 U/min | |||
| 30,000 U/min | 12 CFM (5.66 l/s) | 12 CFM – 20 CFM (5.66 l/s - 9.44 l/s) |
| 40,000 U/min | 16 CFM (7.55 l/s) | ||
| 30,000 U/min | 13 CFM (8.97 l/s) | 22 CFM – 30 CFM (10.38 l/s - 14.16 l/s) |
| 40,000 U/min | 20 CFM (9.44 l/s) | ||
| 25,000 U/min | 13 CFM (6.14 l/s) | 19 CFM – 40 CFM (6.61 l/s - 16.52 l/s) |
| 30,000 U/min | 18 CFM (8.49 l/s) | ||
| 40,000 U/min | |||
| 25,000 U/min | 14 CFM (6.61 l/s) | 19 CFM – 40 CFM (8.97 l/s - 18.89 l/s) |
| 30,000 U/min | 20 CFM (9.44 l/s) | ||
| 40,000 U/min | 23 CFM (10.85 l/s) | ||
| Werkzeuge für Luftturbinen® Luftverbrauchswerte im Leerlauf und Betrieb |
| Modell |
|
|
|
|
|
|
|
|
|
|
| Schnelligkeit | Luftverbrauch Leerlauf | Luftverbrauch Arbeitsablauf |
| 40,000 U/min | 3.2 CFM (1.51 l/s) | 4.7 CFM – 7 CFM (2.22 l/s - 3.3 l/s) |
| 50,000 U/min | ||
| 65,000 U/min | 4 CFM (1.89 l/s) | |
| 50,000 U/min | 4 CFM (1.89 l/s) | 6 CFM – 9 CFM (2.22 l/s - 4.24 l/s) |
| 40,000 U/min | 3 CFM (1.41 l/s) | 4.8 CFM – 7 CFM (2.27 l/s - 4.24 l/s) |
| 50,000 U/min | 4 CFM (1.89 l/s) | |
| 65,000 U/min | ||
| 90,000 U/min | 5 CFM (2.37 l/s) | |
| 30,000 U/min | 10 CFM (4.72 l/s) | 11 CFM – 20 CFM (5.19 l/s - 9.44 l/s) |
| 40,000 U/min | 13 CFM (6.14 l/s) | |
| 50,000 U/min | 14 CFM (6.61 l/s) | |
| 65,000 U/min | ||
| 30,000 U/min | 10 CFM (4.72 l/s) | 11 CFM – 20 CFM (5.19 l/s - 9.44 l/s) |
| 40,000 U/min | 13 CFM (6.14 l/s) | |
| 40,000 U/min | 6 CFM (2.83 l/s) | 7 CFM - 10 CFM (3.3 l/s -4.27 l/s) |
| 50,000 U/min | ||
| 30,000 U/min | 12 CFM (5.66 l/s) | 12 CFM – 20 CFM (5.66 l/s - 9.44 l/s) |
| 40,000 U/min | 16 CFM (7.55 l/s) | |
| 30,000 U/min | 13 CFM (8.97 l/s) | 22 CFM – 30 CFM (10.38 l/s - 14.16 l/s) |
| 40,000 U/min | 20 CFM (9.44 l/s) | |
| 25,000 U/min | 13 CFM (6.14 l/s) | 19 CFM – 40 CFM (6.61 l/s - 16.52 l/s) |
| 30,000 U/min | 18 CFM (8.49 l/s) | |
| 40,000 U/min | ||
| 25,000 U/min | 14 CFM (6.61 l/s) | 19 CFM – 40 CFM (8.97 l/s - 18.89 l/s) |
| 30,000 U/min | 20 CFM (9.44 l/s) | |
| 40,000 U/min | 23 CFM (10.85 l/s) |
Abbildung 3: Leerlauf-Luftverbrauch (CFM (L/s)) und Betriebsluftverbrauch.
Wartung

Führen Sie das Tool einmal im Monat aus.
Ihr Luftturbinenwerkzeug® Um eine optimale Leistung zu gewährleisten, muss das Gerät ab Herstellungsdatum alle 30 Tage mindestens 10 Minuten laufen. Vor der ersten Inbetriebnahme sollte es ebenfalls mindestens 10 Minuten laufen. Dadurch wird sichergestellt, dass das Lagerschmiermittel nicht aushärtet.
WARNUNG
Druckluftturbinenwerkzeuge nicht ölen oder schmieren.®Verwenden Sie ausschließlich trockene, saubere, ölfreie Druckluft mit einem Druck von 90 psi (6.2 bar).
Druckluftturbinenwerkzeuge nicht ölen oder schmieren.®Verwenden Sie ausschließlich trockene, saubere, ölfreie Druckluft mit einem Druck von 90 psi (6.2 bar).
Aufrechterhaltung Ihrer Luftzufuhr
Die Luftleitung muss einwandfrei sauber sein und darf keine Kupplung oder keinen Schlauch aufweisen, der kleiner ist als der für Ihr Modell erforderliche Mindestinnendurchmesser, wie in beschrieben. Abbildung 2.
Entfernen Sie vor jedem Gebrauch Verunreinigungen aus der Luftleitung.
Eine Kombination aus 0.3-Mikron-Filter, Regler und Absaugung ist ein dringend empfohlenes Zubehör für den Betrieb von Druckluft-Turbinenwerkzeugen.® Um alle Verunreinigungen in Ihrer Druckluftversorgung zu beseitigen, ist eine regelmäßige Reinigung unerlässlich. Verunreinigte Turbinenkomponenten können die Turbine beschädigen und Reparaturen erforderlich machen. Filterelemente müssen regelmäßig ausgetauscht und Regler sowie Absaugvorrichtung im Rahmen der regelmäßigen Wartung entleert werden.

Produktion
Überwachen Sie während des Betriebs Ihres Druckluft-Turbinenwerkzeugs stets den Luftdruckmesser.®. Alle Werkzeuge sind geprüft und so ausgelegt, dass die Drehzahl maximal 10 % von der Nenndrehzahl abweicht. Vermeiden Sie zu aggressives Schneiden. Dadurch wird die Turbine überlastet, was zum Blockieren des Schneidwerkzeugs oder zum Verklemmen im Material führen kann. Ein Schleifen des Werkzeugs am Werkstück oder ein abrupter Stopp belasten die Lager und drücken das Fett heraus, was vorzeitigen Verschleiß verursacht.
WARNUNG
Die Leitung muss von Verunreinigungen befreit und vor der ersten Inbetriebnahme mindestens 10 Minuten lang laufen gelassen werden, um sicherzustellen, dass das Lagerschmiermittel nicht aushärtet.
Die Leitung muss von Verunreinigungen befreit und vor der ersten Inbetriebnahme mindestens 10 Minuten lang laufen gelassen werden, um sicherzustellen, dass das Lagerschmiermittel nicht aushärtet.
Auswahl des richtigen Schneidwerkzeugs
Stellen Sie sicher, dass Ihr Schneidwerkzeug für die von Ihnen verwendete Drehzahl ausgelegt ist. Ihr Werkzeug muss ausgewuchtet und absolut konzentrisch sein, um bei der hohen Drehzahl von Luftturbinenwerkzeugen arbeiten zu können.®. Eine falsche Werkzeugauswahl führt zu einer unausgewogenen Rotation oder Überlastung, was zu einer Belastung der Lager und vorzeitigem Ausfall führt.
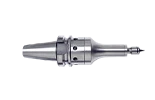
Die Überstandslänge des Schneidwerkzeugs aus der Spannzange sollte nicht mehr als das Dreifache des Durchmessers des Schneidwerkzeugs aus der Spannzange betragen, wie in der Abbildung dargestellt. Abbildung 4 unten mit.

Abbildung 4: Das Schneidwerkzeug darf nicht über das Dreifache seines Durchmessers hinaus aus der Spannzange herausragen.

Abbildung 6: Mit dem Schieberventil der Modelle 310RSV und 310RXSV das Luftturbinenwerkzeug drehen® an oder aus.
Das Werkzeug richtig ein- und ausschalten
Bei SV-Einheiten den Schieber öffnen und schließen. Die Position „Ein“ ist immer die Position, die Ihrem Luftturbinenwerkzeug am nächsten liegt.®Die „Aus“-Position ist immer die Schalterstellung, die am weitesten vom Werkzeug entfernt ist. Bestimmte Modelle verfügen über einen farbcodierten Schalter, wobei Grün für „Ein“ und Rot für „Aus“ steht. Stellen Sie sicher, dass das Schieberventil immer vollständig geöffnet oder geschlossen ist, wie abgebildet. Abbildung 6.
Bei DM-Geräten drücken Sie einfach den Auslöseschalter, um das Werkzeug einzuschalten, wie abgebildet. Abbildung 7 unten. Das Werkzeug funktioniert nur, wenn der Auslöseschalter gedrückt wird.

Abbildung 7: Bei allen DM-Modellen wird der Auslöseschalter verwendet, um das Luftturbinenwerkzeug einzuschalten.® auf.
| Werkzeuge für Luftturbinen® HAVS-Expositionsgrenzwerte und Vibrationsstatistik |
| Models |
|
|
|
|
|
|
|
|
| Zeit bis zum Erreichen des EAV 2.5 m/s²A(8) | Zeit bis zum Erreichen des ELV 5 m/s²A(8) | Vibration Größe |
| 30 Stunden, 44 Мinuten | 122 Stunden, 53 Мinuten | 1.28 m/s² rms |
| 128 Stunden, 15 Мinuten | 513 Stunden | 0.62 m/s² rms |
| 34 Stunden, 44 Мinuten | 138 Stunden, 55 Мinuten | 1.20 m/s² rms |
| 17 Stunden, 58 Мinuten | 71 Stunden, 50 Мinuten | 1.67 m/s² rms |
| 24 Stunden, 28 Мinuten | 97 Stunden, 51 Мinuten | 1.43 m/s² rms |
| 23 Stunden, 32 Мinuten | 94 Stunden, 6 Мinuten | 1.46 m/s² rms |
| 64 Stunden, 11 Мinuten | 256 Stunden, 41 Мinuten | 0.88 m/s² rms |
| 345 Stunden, 40 Мinuten | 1,382 Stunden, 37 Мinuten | 0.38 m/s² rms |
Abbildung 8: HAVS-Expositionsgrenzwerte und Vibrationsstatistiken für alle Modelle von Druckluft-Turbinenwerkzeugen®. EAV stellt die Zeit dar, die benötigt wird, um den Auslösewert für die Exposition zu erreichen, und ELV steht für Expositionsgrenzwert.
Halten Sie Ihr Werkzeug niemals an.
Ein plötzlicher Stopp oder ein Blockieren des Handwerkzeugs führt zu einer Belastung der Lager und drückt das Fett heraus.
Bedienen Sie das Werkzeug sicher.
Beachten Sie die allgemeinen Sicherheits- und Gesundheitsvorschriften der Branche, insbesondere die OSHA-Vorschriften Teil 1910 und 2206 sowie die geltenden Bundes-, Landes- und Kommunalgesetze Ihres Landes. Stellen Sie sicher, dass Sie Ihr Druckluft-Werkzeug ordnungsgemäß bedienen.® in Übereinstimmung mit den Sicherheitsvorschriften für tragbare Druckluftwerkzeuge – ANSI 186.1 usw. Siehe Tabelle in Abbildung 8 für die HAVS-Expositionsgrenzwerte für alle Modelle.
WARNUNG
Druckluftturbinenwerkzeug nicht einklemmen® Handwerkzeuge werden in eine Vorrichtung eingeführt. Dies führt zu Verformungen im Lagerring und beschädigt das Werkzeug.
Erfahren Sie mehr über Werkzeuge für Luftturbinen®

Dienstleistung und Unterstützung
Support steht Ihnen jederzeit durch unser technisches Team in den USA und Deutschland zur Verfügung. Der Reparaturservice ist in Florida und München verfügbar. Rufen Sie unsere Werkstechniker unter +1-561-994-0500 an oder senden Sie uns eine E-Mail an [E-Mail geschützt] .