ATTENTION
Le raccordement à l'alimentation en air démarre la rotation de la broche. Ne raccordez pas l'air à votre outil avant la fin de l'installation.

Lisez attentivement toutes les instructions avant l’installation et l’utilisation.
Contenu PDF téléchargeable
Notes d'utilisation et configuration
- Broches de turbine à air® Notes d'utilisation et guide de configuration
- Remplacement d'une pince et d'un outil de coupe
- Guide de configuration de l'ensemble de montage du changeur d'outils
- Guide de configuration de l'alarme de bris d'outil
- Broches de turbine à air® Manuel d'utilisation et d'entretien
Références des accessoires

Montage des broches de turbines à air® dans votre CNC
Vous avez trois options pour monter la broche de votre turbine à air.® à votre machine CNC.
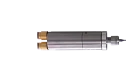
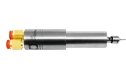
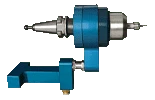
- Entrée d'air latérale ou arrière
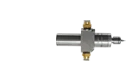
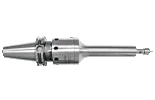
- Alimentation en air à travers le porte-outil
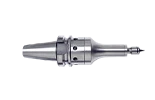
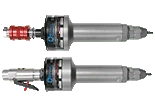
- Ensemble de montage du changeur d'outils
Votre broche possède 2 entrées d'air (arrière + latérale), et il est important que l'entrée qui n'est pas utilisée soit fermée. Si vous entendez un bruit fort ou si les performances énergétiques sont sous-estimées, assurez-vous que l'entrée inutilisée est correctement bouchée. Si nécessaire, utilisez des aimants pour un montage temporaire pendant l'installation.
1.
Entrée d'air latérale ou arrière
2.
Alimentation en air du porte-outil traversant
3.
Ensemble de montage du changeur d'outils (ATC)
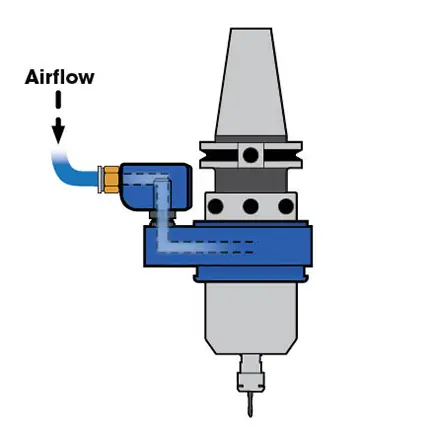

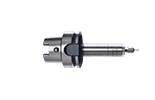
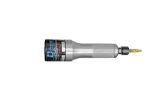
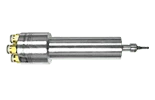
1. Entrée d'air latérale ou arrière
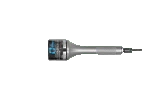
Les broches de turbines à air des séries 600X, 601, 602, 625 et 625X® Ils offrent la possibilité d'une entrée d'air arrière ou latérale. Les unités JS sont compatibles avec les porte-outils ER32 ou autres pour une compatibilité infinie.
Les modèles 650JS et 650XJS utilisent uniquement l'entrée latérale pour l'alimentation en air.

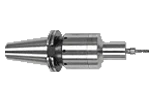
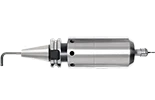
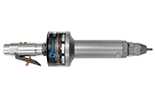
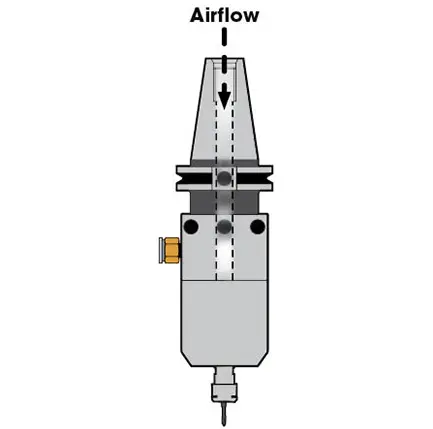
2. Alimentation en air à travers le porte-outil
Pour alimenter les broches des turbines à air par injection d'air (TSA)®, vérifiez le débit CFM (L/s) maximal possible à travers le canal d'air et déterminez le diamètre intérieur maximal de la barre de traction/goujon de traction/tuyau interne du système, y compris tout solénoïde utilisé pour actionner l'air.
Certains boutons de rétention peuvent être percés pour agrandir l'ouverture et permettre le bon débit comme spécifié dans la figure 3. Le canal doit être propre et ne comporter aucune partie inférieure au diamètre interne minimum spécifié pour votre modèle dans le tableau de la figure 2 afin que le volume d'air ne soit pas restreint. Avant d'utiliser la broche de la turbine à air® Lors des opérations automatiques, il est recommandé de changer d'outil pour une poche vide et d'effectuer un rinçage à l'air comprimé d'au moins 5 secondes afin d'éliminer les contaminants (copeaux, liquide de refroidissement).
Toutes les broches HSK peuvent être utilisées avec l'alimentation en air centrale si la conduite d'air et tous les connecteurs répondent aux exigences de diamètre interne minimum indiquées pour votre modèle dans la figure 2.
AVIS TECHNIQUE
Certaines machines CNC, comme les machines Hermle, sont équipées d'une vanne Perlman qui limite la pression d'air à 30 psi / 3 bar. Cette pression est inférieure à la pression minimale requise de 90 psi / 6.2 bar pour le fonctionnement des broches à turbine pneumatique.®.
Cette vanne doit être retirée pour le bon fonctionnement des broches de la turbine à air.®Veuillez consulter le technicien de votre machine pour vous assurer qu'il n'y a pas d'obstruction au niveau du flux d'air. Le non-retrait de cette vanne entraînera une restriction du flux, une baisse de puissance et endommagera la broche de votre turbine à air.®.

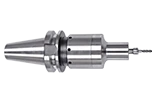
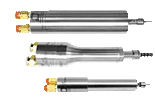
3. Ensemble de montage du changeur d'outils (ATC)
Notre option brevetée d'assemblage de montage de changeur d'outils enveloppant (TMA) permet aux changeurs d'outils CNC de charger/décharger automatiquement notre famille de broches de précision à grande vitesse à l'aide d'un système de collier exclusif et d'un bloc de montage ou d'un anneau autour de la broche CNC, le collier TMA s'oriente en s'intégrant sur le côté droit de la broche CNC en quelques minutes. Le bloc TMA reste sur la broche CNC pour les changements d'outils normaux, même si la broche à turbine à air n'est pas utilisée.® car cela n'interférera pas avec l'utilisation de la broche principale.
Il existe trois principaux types d'ensembles de montage de changeur d'outils, comme indiqué ci-dessous, compatibles avec Haas, Hurco, Doosan, Robodrill, Hardinge, DMG, Brother, Okuma et toutes les autres CNC. Nous avons l'habitude de développer des solutions personnalisées pour n'importe quelle CNC. Un bloc universel peut également être fourni pour percer les positions de vis de votre CNC. Des kits d'installation sont disponibles.
Bloc de montage à visser
Anneau et bloc en deux pièces
Percer le taraud


Installation initiale
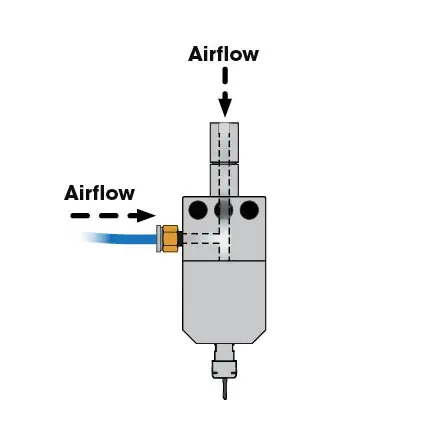
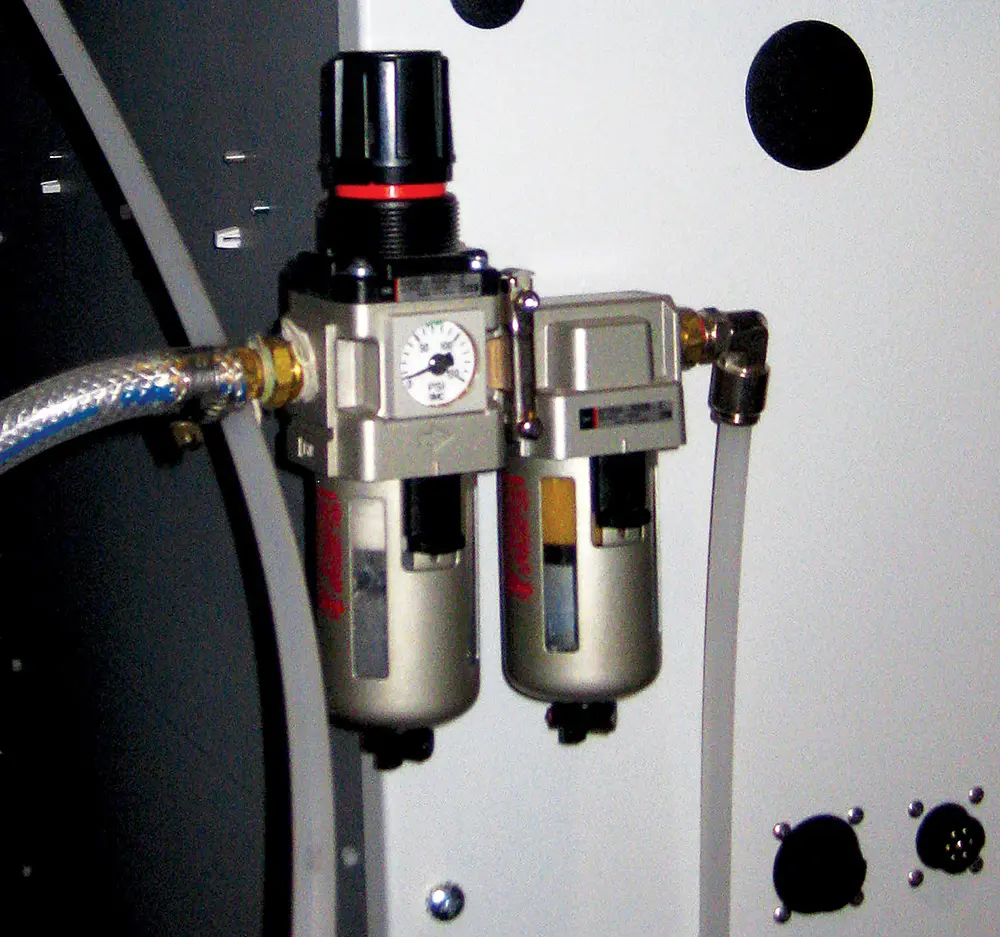
Montez la broche de votre turbine à air® dans votre machine CNC et installez une nouvelle conduite d'air propre dédiée, reliant un filtre/régulateur à la broche de votre turbine à air.® comme représenté sur la la figure 1Les filtres/régulateurs sont inclus avec votre broche et sont disponibles pour un achat supplémentaire.
Assurez-vous que toutes les conduites d'air et tous les raccords respectent le diamètre interne minimum spécifié pour votre modèle, comme indiqué dans la figure 2De plus, placez un bouchon dans toute entrée d’air qui n’est pas utilisée.
Optionnel: Si vous avez une vanne d'arrêt manuelle, installez-la après le filtre/régulateur comme indiqué dans la figure 1Il est recommandé d'utiliser une vanne manuelle.
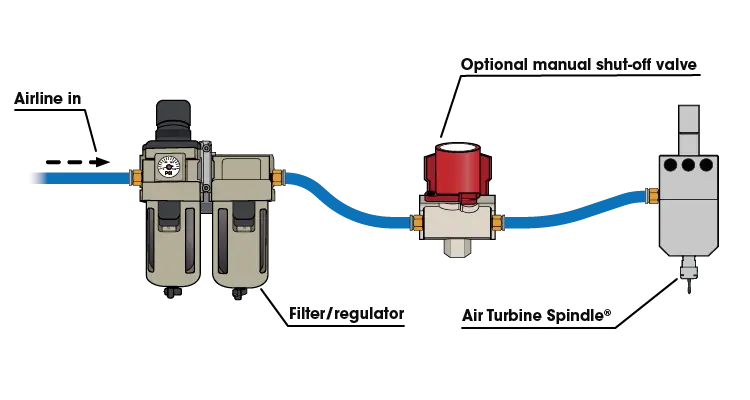
Figure 1: Une conduite d'air propre allant d'un filtre/régulateur à une vanne d'arrêt manuelle jusqu'à une broche de turbine à air®.

Exigences relatives aux tuyaux et aux raccords d'air
Évitez les raccords, les coupleurs et les tuyaux dont le diamètre intérieur est inférieur au minimum requis pour votre modèle. Tout raccordement de diamètre inférieur au minimum restreint le flux d'air et réduit la puissance de votre turbine à air.®Vous trouverez le diamètre intérieur minimal requis pour les raccords et les tuyaux de votre outil dans le tableau ci-dessous. la figure 2.
Les restrictions de flux d'air (telles que les fuites et les obstructions) entraînent une baisse de puissance et un frottement excessif de l'outil sur le matériau, endommageant ainsi les roulements. Certains raccords, malgré des dimensions internes nominales, peuvent présenter un diamètre intérieur inférieur à celui indiqué, limitant ainsi le flux d'air et la puissance. Un seul raccord de diamètre intérieur trop petit suffit à réduire le flux d'air et la puissance de votre broche de turbine pneumatique.®.
ATTENTION
Votre broche de turbine à air® Pour des performances optimales, l'appareil doit fonctionner au moins 10 minutes tous les 30 jours à compter de la date de fabrication. Faites-le fonctionner au moins 10 minutes avant la première utilisation.
Votre broche de turbine à air® Pour des performances optimales, l'appareil doit fonctionner au moins 10 minutes tous les 30 jours à compter de la date de fabrication. Faites-le fonctionner au moins 10 minutes avant la première utilisation.
| Exigences relatives aux tuyaux d'air et aux raccords pour les broches de turbines à air® | ||
| Modèle | Diamètre intérieur minimum requis pour le tuyau/raccord | |
| Métrique | Imperial | |
| 4 mm | 5 / 32 " |
| 6 mm | 15 / 64 " |
| 8 mm | 5 / 16 " |
| 10 mm | 25 / 64 " |
| Exigences relatives aux tuyaux d'air et aux raccords pour les broches de turbines à air® |
| Modèle |
|
|
|
|
| Diamètre intérieur minimum requis pour le tuyau/raccord | |
| Métrique | Imperial |
| 4 mm | 5 / 32 " |
| 6 mm | 15 / 64 " |
| 8 mm | 5 / 16 " |
| 10 mm | 25 / 64 " |
Figure 2: Broches de turbine à air® Spécifications du diamètre intérieur des tuyaux/raccords/connecteurs.
Besoins en ressources aériennes
Assurez-vous qu'il y a un volume suffisant de flux d'air comprimé propre à 90 psi/6.2 bar avec le volume de flux d'air spécifié CFM (L/s) pour votre modèle comme indiqué dans le tableau la figure 3 pour maintenir la consommation d'air de travail. Selon l'application, tenez compte de la consommation de capacité de pointe ou de décrochage. Notre régulateur augmente le volume de débit d'air à la demande pour maintenir la rotation à la vitesse élevée lorsque votre outil commence à couper. La pression d'air et le volume de débit doivent donc être disponibles à la demande et rester constants sans baisse dans le temps ou lors de la coupe.
ATTENTION
Le raccordement à l'alimentation en air démarre la rotation de la broche. Ne raccordez pas l'air à votre outil avant la fin de l'installation.
Le raccordement à l'alimentation en air démarre la rotation de la broche. Ne raccordez pas l'air à votre outil avant la fin de l'installation.
Ne pas huiler ni lubrifier. Utiliser uniquement une alimentation en air sec, propre et sans huile de 90 psi (6.2 bars).
Évitez une pression inférieure à 90 psi (6.2 bars), car l'outil serait entraîné dans le matériau, ce qui entraînerait une usure rapide des roulements et une sous-puissance. N'utilisez pas une pression supérieure à 100 psi (6.9 bars), car cela ferait éclater le générateur d'énergie de la turbine.
La pression et le débit d'air doivent rester constants, sans aucune chute, sous charge de coupe. Un débit insuffisant entraînera un ralentissement ou un arrêt brutal de la rotation de votre outil, endommageant ainsi les roulements. Si la pression chute en dessous de 90 psi (6.2 bar), votre compresseur risque de ne pas avoir un débit d'air suffisant (CFM ou L/s) pour alimenter la broche de la turbine pneumatique.® ou bien il existe une restriction de débit dans la conduite d'air.
Évaluation du débit d'air au ralenti en CFM/L/s par rapport aux évaluations de consommation d'air en fonctionnement
Broches de turbine à air® La consommation d'air augmente avec la charge de coupe ou la quantité de matière enlevée. C'est le fonctionnement normal de notre régulateur breveté qui maintient une vitesse élevée sur la trajectoire de votre outil et assure le bon fonctionnement des broches à turbine à air.® économe en air.
| Broches de turbine à air® Idle et les cotes de consommation d'air de travail |
|||
| Modèle | Speed | Consommation d'air au repos | Consommation d'air Flux de travail |
| 65,000 RPM | 3.5 PCM (1.65 L/s) | 5 PCM (2.36 L/s) |
| 80,000 RPM | |||
| 40,000 RPM | 4.5 PCM (2.1 L/s) | 5 pi6/min - 2.26 pi2.83/min (XNUMX L/s - XNUMX L/s) |
| 50,000 RPM | |||
| 65,000 RPM | |||
| 90,000 RPM | 5 PCM (2.36 L/s) | ||
| 30,000 RPM | 12 PCM (5.66 L/s) | 11 pi20/min - 5.19 pi9.44/min (XNUMX L/s - XNUMX L/s) |
| 40,000 RPM | 14 PCM (6.61 L/s) | ||
| 50,000 RPM | |||
| 65,000 RPM | 16 PCM (7.55 L/s) | ||
| 30,000 RPM | 16 PCM (7.55 L/s) | 22 pi30/min - 10.38 pi14.16/min (XNUMX L/s - XNUMX L/s) |
| 40,000 RPM | 20 PCM (9.44 L/s) | ||
| 50,000 RPM | |||
| 30,000 tr/min - 50,000 tr/min | 12 PCM (5.66 L/s) - 20 PCM (9.44 L/s) | 11 pi30/min - 5.19 pi14.16/min (XNUMX L/s - XNUMX L/s) |
| 25,000 RPM | 13 PCM (6.14 L/s) | 14 pi35/min - 6.61 pi16.52/min (XNUMX L/s - XNUMX L/s) |
| 30,000 RPM | 18 PCM (6.49 L/s) | ||
| 40,000 RPM | |||
| 25,000 RPM | 14 PCM (6.61 L/s) | 19 pi40/min - 8.97 pi18.89/min (XNUMX L/s - XNUMX L/s) |
| 30,000 RPM | 20 PCM (9.44 L/s) | ||
| 40,000 RPM | 23 PCM (10.85 L/s) | ||
| 25,000 tr/min - 40,000 tr/min | 13 PCM (6.14 L/s) - 23 PCM (10.85 L/s) | 14 pi40/min - 6.61 pi18.89/min (XNUMX L/s - XNUMX L/s) |
| 50,000 RPM | 20 PCM (9.44 L/s) | 20 pi35/min - 9.44 pi16.52/min (XNUMX L/s - XNUMX L/s) |
| Broches de turbine à air® Valeurs de consommation d'air en veille et en fonctionnement |
| Modèle |
|
|
|
|
|
|
|
|
|
| Speed | Consommation d'air au repos | Consommation d'air Flux de travail |
| 65,000 RPM | 3.5 PCM (1.65 L/s) | 5 PCM (2.36 L/s) |
| 80,000 RPM | ||
| 40,000 RPM | 4.5 PCM (2.1 L/s) | 5 pi6/min - 2.26 pi2.83/min (XNUMX L/s - XNUMX L/s) |
| 50,000 RPM | ||
| 65,000 RPM | ||
| 90,000 RPM | 5 PCM (2.36 L/s) | |
| 30,000 RPM | 12 PCM (5.66 L/s) | 11 pi20/min - 5.19 pi9.44/min (XNUMX L/s - XNUMX L/s) |
| 40,000 RPM | 14 PCM (6.61 L/s) | |
| 50,000 RPM | ||
| 65,000 RPM | 16 PCM (7.55 L/s) | |
| 30,000 RPM | 16 PCM (7.55 L/s) | 22 pi30/min - 10.38 pi14.16/min (XNUMX L/s - XNUMX L/s) |
| 40,000 RPM | 20 PCM (9.44 L/s) | |
| 50,000 RPM | ||
| 30,000 tr/min - 50,000 tr/min | 12 PCM (5.66 L/s) - 20 PCM (9.44 L/s) | 11 pi30/min - 5.19 pi14.16/min (XNUMX L/s - XNUMX L/s) |
| 25,000 RPM | 13 PCM (6.14 L/s) | 14 pi35/min - 6.61 pi16.52/min (XNUMX L/s - XNUMX L/s) |
| 30,000 RPM | 18 PCM (6.49 L/s) | |
| 40,000 RPM | ||
| 25,000 RPM | 14 PCM (6.61 L/s) | 19 pi40/min - 9.87 pi18.89/min (XNUMX L/s - XNUMX L/s) |
| 30,000 RPM | 20 PCM (9.44 L/s) | |
| 40,000 RPM | 23 PCM (10.85 L/s) | |
| 25,000 tr/min - 40,000 tr/min | 13 PCM (6.14 L/s) - 23 PCM (10.85 L/s) | 14 pi40/min - 6.61 pi18.89/min (XNUMX L/s - XNUMX L/s) |
| 50,000 RPM | 20 PCM (9.44 L/s) | 20 pi35/min - 9.44 pi16.52/min (XNUMX L/s - XNUMX L/s) |
Figure 3: Valeurs de consommation d'air en fonctionnement et en ralenti (CFM en L/s) pour les broches de turbines à air®.
Installation de l'ensemble de montage du changeur d'outils
Installation de broches de turbine à air TMA sur une machine Haas
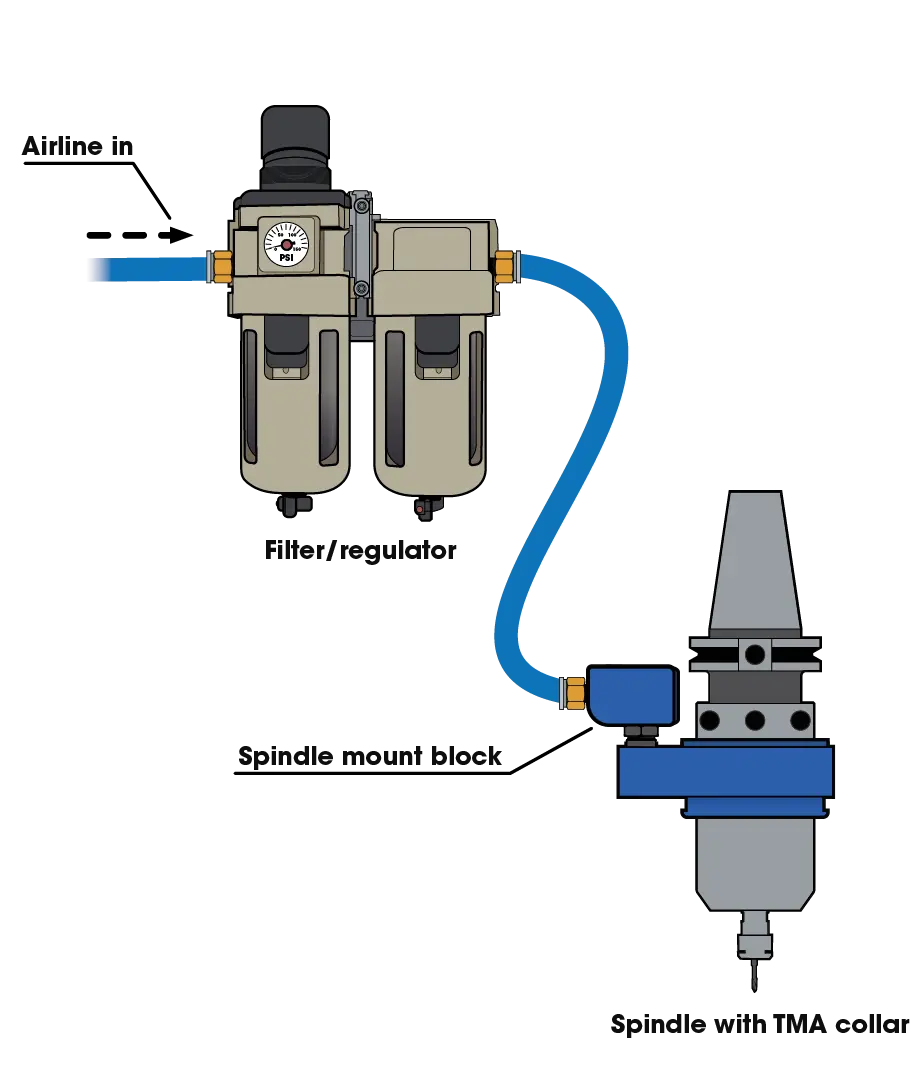
Figure 4: Une conduite d'air propre reliant un filtre/régulateur à une broche de turbine à air® avec l'ensemble de montage du changeur d'outils.
Installez le bloc de montage de broche fourni en connectant la conduite d'air propre dédiée du filtre/régulateur inclus à votre broche comme indiqué dans la figure 4Nous proposons de nombreux blocs de montage de broche pré-percés pour différents modèles de machines CNC et un bloc universel.
*L'action d'installation nécessite SHCS 10-32 x 0.75" sur les machines CNC Haas.
Préparez la broche CNC en exécutant M19 ou l'orientation de la broche. Assurez-vous que la buse TMA nettoiera toutes les parties de la protection du changeur d'outils CNC ou des colonnes de la machine en consultant les plans du fabricant de votre machine CNC ou en vérifiant tous les jeux avec un outil de maquette. Pour certaines machines à portique, la buse ou le diamètre extérieur du collier TMA ne dégagera pas le coin de la colonne (c'est-à-dire que toutes les machines de type GR nécessitent un support d'outils spécial sur la table de la machine ou un chargement manuel).
À noter: Une fois la broche de la turbine à air® Une fois la pièce chargée dans la broche de votre CNC, vous devez ajuster la hauteur de la vis de la buse afin d'assurer l'étanchéité du joint de la vanne à bille, comme illustré. la figure 5Le flux d'air s'allumera sur la broche lors de l'accouplement.
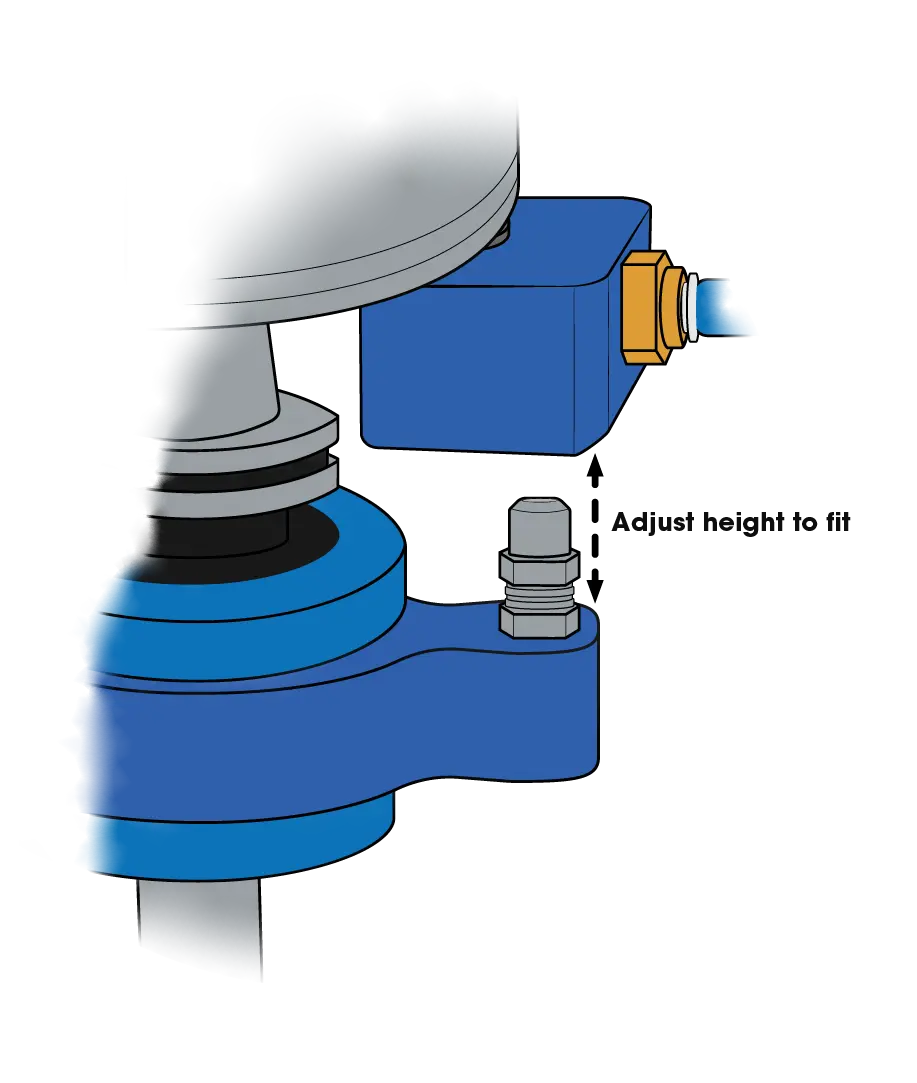
Figure 5: Réglage de la hauteur de la vis de buse.
Il peut être nécessaire de procéder à quelques essais et erreurs lors du réglage de la hauteur des vis de votre buse. Ne laissez pas la barre de traction de la broche principale (bouton de déverrouillage de l'outil) démarrer à moins que la buse du connecteur ne pénètre dans le trou d'entrée du bloc (environ 1 mm (4/6 po) dans le trou d'entrée).
Si le bras de la buse est mal aligné par rapport à l'entrée, retirez l'axe de la turbine à air.® Depuis la zone conique de la broche CNC, ajustez l'orientation de la buse TMA pour l'aligner correctement avec l'orifice d'entrée, puis réessayez la procédure de chargement. Une fois la pièce correctement chargée dans la broche principale de la CNC, ouvrez le robinet d'arrêt du tuyau d'air. Si la broche démarre et qu'aucune fuite d'air n'est constatée, la buse de connexion est probablement réglée à la bonne hauteur. Si vous entendez une fuite d'air, un ajustement supplémentaire est nécessaire.
Codes G et orientation de la broche
Vérifiez que l'installation a réussi en effectuant plusieurs fois un changement d'outil avec la commande manuelle réglée sur la vitesse la plus basse afin d'observer le chargement et le déchargement de la broche de la turbine à air.® pour garantir son enclenchement et son bon fonctionnement. Chaque commande numérique possède des codes différents afin d'empêcher la mise en marche de la broche principale de la commande numérique pendant que la broche de la turbine à air est en marche.® est chargé. Il est essentiel pour des raisons de sécurité de s'assurer que le personnel de configuration, les opérateurs de machines, les programmeurs, etc. sont tous correctement informés que la broche principale doit rester immobile, sauf lorsque la machine CNC effectue un changement d'outil. Lors d'un changement d'outil, après le chargement de la broche de la turbine à air® La broche d'une machine CNC effectue généralement une orientation ou une rotation afin d'aligner correctement les griffes d'entraînement avant son chargement dans le tambour du changeur d'outils ou le magasin latéral. Le système de montage du changeur d'outils, grâce à son système de collier breveté, permet l'orientation de la broche.
Dépannage de votre installation TMA

Broche de turbine à air® Ne s'allume pas
Prenez une clé sur la vis de la buse du connecteur et tournez-la dans le sens inverse des aiguilles d'une montre pour augmenter la hauteur. Soyez prudent avec les mains et les vêtements qui peuvent se trouver à proximité de la broche, car celle-ci s'allumera et tournera au régime nominal lorsque l'air sera fourni. Une fois la broche de la turbine à air® Allumez l'appareil, remontez légèrement la vis de la buse, puis serrez l'écrou hexagonal pour fixer la buse en place.

La buse est trop haute
Vous verrez le collier de broche bleu s'incliner si la buse est trop haute. Cela peut desserrer le verrou inférieur du collier de broche ou permettre à un excès d'air de s'échapper des joints toriques du collier, qui scellent le collier TMA à la partie de bride principale du système de collier TMA. Si la buse est trop haute, inversez la procédure pour abaisser la buse et resserrez le contre-écrou afin que le connecteur soit bien ajusté.
Rotation du collier TMA
Un niveau de résistance réglé en usine (c'est-à-dire, le collier avec la section du piston sur la section du corps de la broche) maintient le piston en place pendant un changement d'outil, tout en permettant la rotation libre (c'est-à-dire l'orientation de la broche). Au fil du temps, la friction peut modifier la rigidité en rotation en raison du liquide de refroidissement, de la poussière, etc. Assurez-vous qu'il n'y a pas trop de friction ou trop peu, car l'une ou l'autre entraînera une mauvaise charge de la broche. Le serrage du collier peut être réglé à l'aide de clés hexagonales. Si le collier de la broche ne tourne pas, desserrez le collier en ajustant les écrous hexagonaux du collier de la broche pour permettre une rotation libre avec une légère pression sans être desserré. Votre broche doit rester libre de tourner tout en étant solidement en place.
Entretien
Votre broche de turbine à air® Il doit être utilisé pendant au moins 10 minutes tous les 30 jours à compter de la date de fabrication afin de maintenir des performances optimales.
Faites fonctionner l'appareil au moins 10 minutes avant la première utilisation. La conduite d'air doit être impeccablement propre, sans raccord ni tuyau plus petit que le diamètre interne minimum requis pour votre modèle, comme décrit dans la figure 2 afin que le volume du flux d'air ne soit pas restreint.
Purgez le circuit d'air de toute impureté avant chaque utilisation. Le filtre extracteur-régulateur de 0.3 micron inclus est un accessoire indispensable pour les broches de turbines à air.® Pour éliminer les impuretés de votre alimentation en air. La contamination endommagera les composants de votre turbine et nécessitera des réparations. Les éléments filtrants doivent être changés périodiquement et l'extracteur vidangé lors des cycles d'entretien réguliers.
Calcul de votre nouveau débit d'alimentation et de votre temps de cycle
Vous n'avez pas besoin de modifier le régime moteur défini dans votre programme pour faire fonctionner les broches de turbines à air.® sur votre machine CNC. Modifiez plutôt la vitesse d'avance dans votre programme. Toutes les broches à turbine à air® fonctionnent à une vitesse fixe constante réglée en usine et sont testées et homologuées pour une précision de 10 % par rapport à la vitesse désignée.
La formule dans la figure 6 Vous trouverez ci-dessous une approximation pour calculer quel devrait être votre nouveau débit d'alimentation et votre temps de cycle. Consultez toujours un technicien Air Turbine pour votre application spécifique.
| Variables de calcul | |
| Variable | Exemple de valeur |
| Vitesse de rotation de la broche principale | 10,000 RPM |
| Vitesse d'avance de la broche principale | 10 IPM |
| Temps de cycle de la broche principale | 60 minutes |
| Broche de turbine à air® RPM | 40,000 RPM |
1
40,000 10,000 tr/min ÷ XNUMX XNUMX tr/min = 4
Divisez votre broche de turbine à air® Comparez le régime moteur (RPM) à celui de votre broche principale pour déterminer combien de fois le régime moteur est plus rapide.
2
10 CPM × 4 = 40 CPM
Calculez votre nouvelle vitesse d'avance lorsque vous utilisez votre broche à turbine pneumatique.® en multipliant votre vitesse d'avance actuelle par le nombre de fois où la vitesse de rotation (RPM) est plus rapide.
3
60 minutes ÷ 4 = 15 minutes
Calculez votre nouveau temps de cycle en divisant votre temps de cycle actuel par le nombre de fois où le régime est plus rapide.
Figure 6: Un ensemble de formules utilisées pour déterminer votre nouvelle vitesse d'avance approximative et votre temps de cycle avec une broche à turbine à air.® en utilisant le régime de rotation de votre broche principale, votre vitesse d'avance actuelle et votre temps de cycle actuel.
Opération
Surveillez toujours le manomètre de pression d'air pendant le fonctionnement de votre broche de turbine à air.®. La clé d'un usinage à grande vitesse réussi et d'une performance d'outil optimisée est de programmer des passes légères à des vitesses d'avance très élevées. Tous les outils sont testés et évalués pour être à moins de 10 % de la vitesse désignée. Commencez par une passe légère en observant la qualité de la finition de surface et réduisez ou augmentez progressivement votre vitesse d'avance pour des conditions de coupe optimales. N'essayez pas de couper de manière trop agressive. Vous surchargeriez votre turbine, ce qui entraînerait le blocage de votre outil de coupe ou un glissement dans le matériau. Le fait de faire glisser votre outil sur la pièce ou un arrêt soudain entraînerait des contraintes sur les roulements et forcerait la graisse à sortir, provoquant une défaillance prématurée.
ATTENTION
Purgez la ligne de toute contamination et faites-la fonctionner au moins 10 minutes avant la première utilisation pour garantir que la lubrification du roulement ne se solidifie pas.

Programmation de la broche de votre turbine à air®
Hormis quelques cas, les broches des turbines à air® Le logiciel exécutera vos programmes FAO habituels. Il vous suffit de supprimer la commande de vitesse de broche (S3000) et la commande de sens de rotation (M3 ou M4). À haute vitesse, il est recommandé d'utiliser un petit outil de coupe concentrique avec une avance rapide et une faible profondeur de passe. Cette technique de programmation par couches assure une coupe nette et optimise les performances et la durée de vie de l'outil.
Commandes de broche
Augmentez progressivement la profondeur de coupe pour établir des conditions de coupe optimales. Utilisez M05 sur les commandes de type Fanuc pour vous assurer que la broche principale est éteinte. Assurez-vous toujours que la broche principale est programmée pour ne pas tourner (S0/M05).
Cycles en conserve
Attention : sur les commandes CNC, les commandes G81, G82 et G83 (perçage par à-coups) activent la broche de la machine, même avec la commande M05 (arrêt de broche). Dans la plupart des applications de perçage, le perçage par à-coups n’est pas nécessaire grâce à la vitesse élevée de votre broche à turbine à air.®Il existe plusieurs solutions alternatives : certains logiciels de FAO permettent de programmer le perçage sans cycle prédéfini, ou vous pouvez programmer la trajectoire manuellement, ou encore utiliser des macros.
Cycles en conserve
Attention : sur les commandes CNC, les commandes G81, G82 et G83 (perçage par à-coups) activent la broche de la machine, même avec la commande M05 (arrêt de broche). Dans la plupart des applications de perçage, le perçage par à-coups n’est pas nécessaire grâce à la vitesse élevée de votre broche à turbine à air.®Il existe plusieurs solutions alternatives : certains logiciels de FAO permettent de programmer le perçage sans cycle prédéfini, ou vous pouvez programmer la trajectoire manuellement, ou encore utiliser des macros.
Désactiver le régime de la broche principale CNC
Programmez le contrôle de votre machine CNC pour permettre un fonctionnement normal sans rotation de la broche.
Apprenez-en davantage sur les broches des turbines à air®
Service et assistance
L'assistance est toujours disponible auprès de notre équipe technique aux États-Unis et en Allemagne. Le service de réparation est disponible en Floride et à Munich. Appelez nos techniciens d'usine au +1-561-994-0500 ou envoyez-nous un e-mail à [email protected].