
Étude de cas : réduction du temps de cycle CNC de plus de 80 %
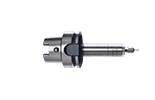
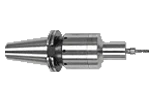
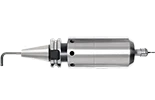
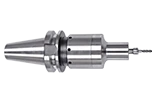
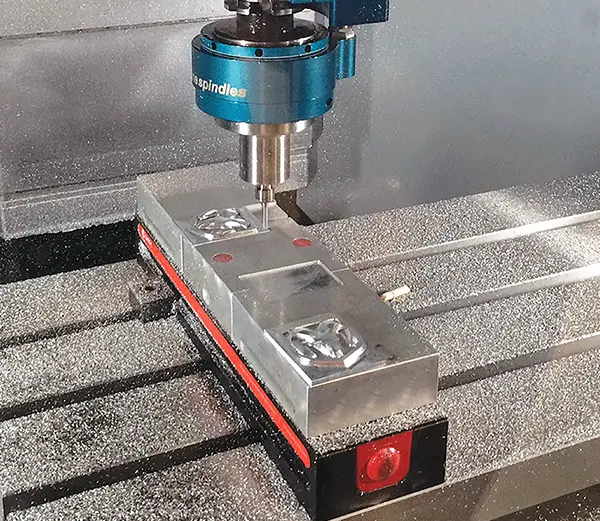
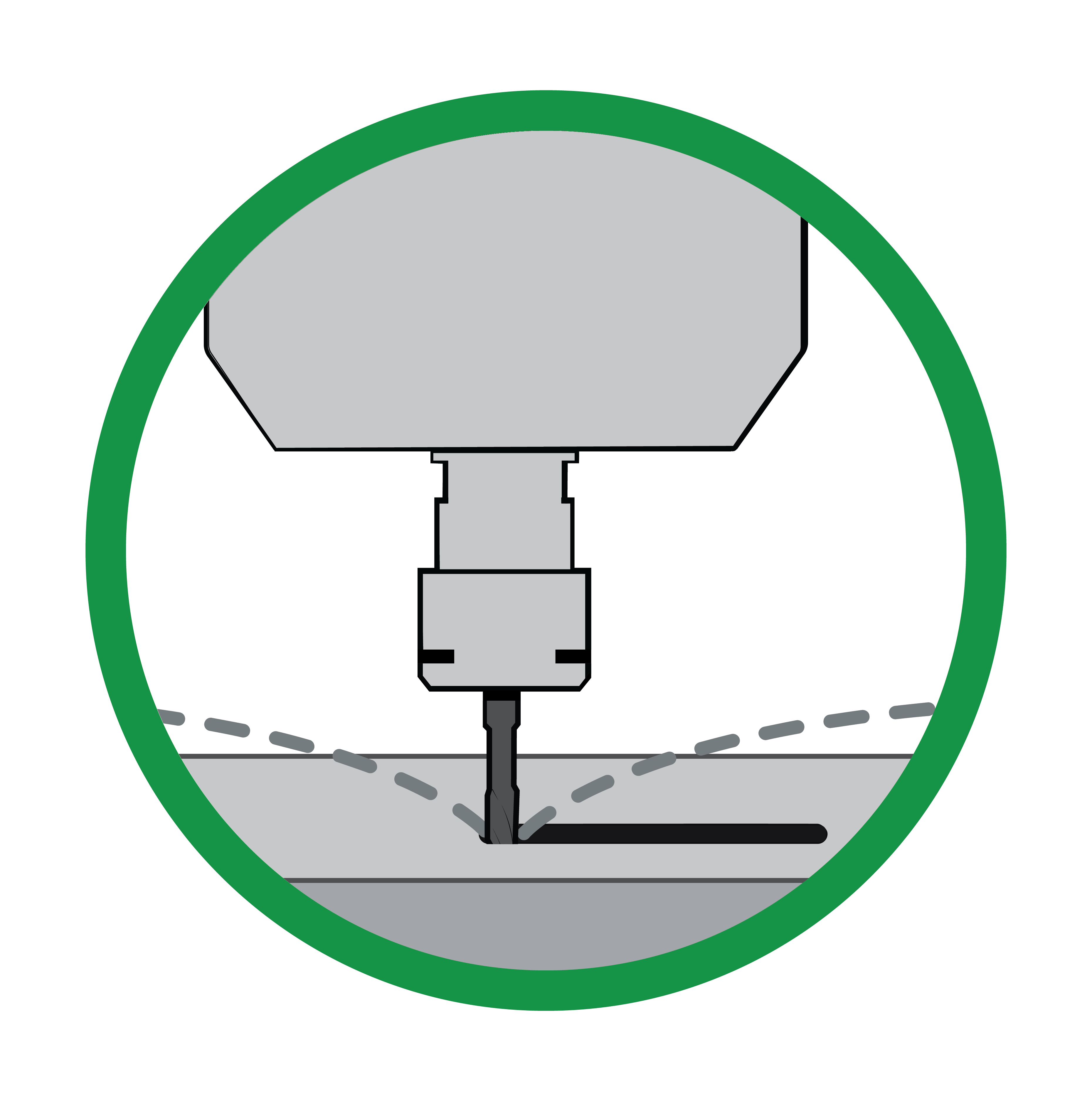
Dans une étude comparative récente, l'aluminium AW2024/31355 a été usiné à la fois avec une broche CNC Haas standard de 8 000 tr/min et avec les outils à turbine à air.® Série de broches 650, chacune équipée d'un outil à bout sphérique. Le temps de cycle…
Matière: AH2024/31355
Outil: 3 mm Ø
DOC:0.126 mm
Étape:0.12 mm