ADVERTENCIA
La conexión al suministro de aire inicia la rotación del husillo. No conecte el aire a la herramienta hasta que se complete la instalación.

Lea todas las instrucciones detenidamente antes de la instalación y el uso.
Contenido PDF descargable
Notas de usuario y configuración
- Husillos de turbina de aire® Notas de usuario y guía de configuración
- Reemplazo de una pinza y una herramienta de corte
- Guía de configuración del conjunto de montaje del cambiador de herramientas
- Guía de instalación de la alarma de rotura de herramientas
- Husillos de turbina de aire® Benutzerhinweise Und Einrichtungsanleitung
Números de pieza de los accesorios

Montaje de husillos de turbinas de aire® en su CNC
Tiene tres opciones para montar su eje de turbina de aire® a su máquina CNC.
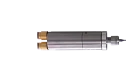
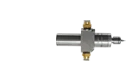
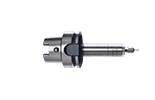
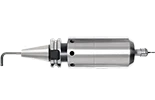
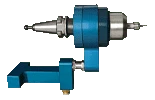
- Entrada de aire lateral o trasera
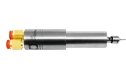
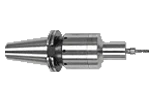
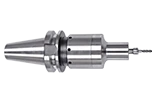
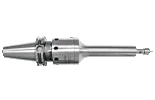
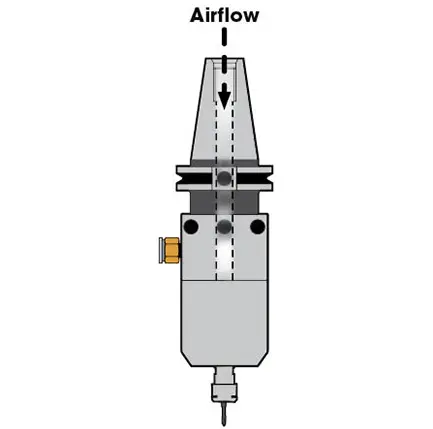
- Suministro de aire a través del portaherramientas
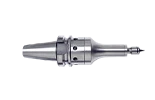
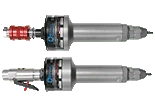
- Conjunto de montaje del cambiador de herramientas
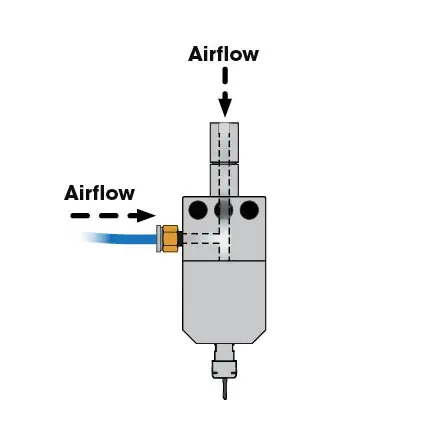
El husillo tiene dos entradas de aire (trasera y lateral) y es importante que la entrada que no se esté utilizando esté cerrada. Si escucha un ruido fuerte o tiene un rendimiento de potencia inferior al normal, asegúrese de que la entrada que no se esté utilizando esté correctamente tapada. Si es necesario, utilice imanes para realizar un montaje temporal durante la instalación.
1.
Entrada de aire lateral o trasera
2.
Suministro de aire a través del portaherramientas
3.
Conjunto de montaje del cambiador de herramientas (ATC)
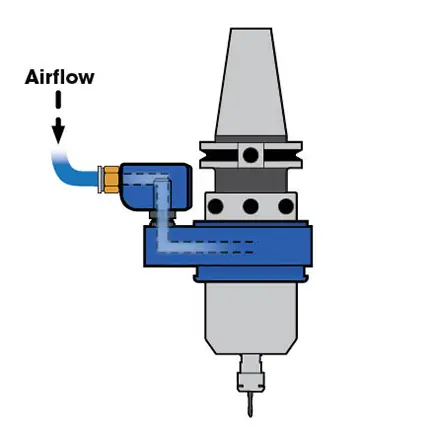

1. Entrada de aire lateral o trasera
Las series 600X, 601, 602, 625 y 625X de husillos de turbinas de aire® Tienen opciones de entrada trasera o lateral seleccionables. Las unidades JS se combinan con ER32 u otros portaherramientas para una compatibilidad infinita.
Los modelos 650JS y 650XJS solo utilizan la entrada lateral para el suministro de aire.

2. Suministro de aire a través del portaherramientas
Para suministrar aire a través del husillo (TSA) para alimentar los husillos de las turbinas de aire®, verifique el flujo máximo de CFM (L/s) posible a través del canal de aire y determine el diámetro interno máximo de la barra de tiro/perno de tiro/manguera interna en el sistema, incluido cualquier solenoide utilizado para accionar el aire.
Se pueden perforar algunas perillas de retención para agrandar la abertura y permitir el flujo adecuado como se especifica en Figura 3El canal debe estar limpio y no debe tener ninguna parte que sea más pequeña que el diámetro interno mínimo especificado para su modelo en la tabla. Figura 2 para que el volumen de aire no esté restringido. Antes de usar el husillo de la turbina de aire® Durante las operaciones automáticas, se recomienda cambiar la herramienta a una cavidad vacía y realizar una purga con aire comprimido de al menos 5 segundos para eliminar los contaminantes (virutas, refrigerante).
Todos los husillos HSK se pueden utilizar con la alimentación de aire central si la línea de aire y todos los conectores cumplen con los requisitos de diámetro interno mínimo establecidos para su modelo en Figura 2.
AVISO TÉCNICO
Algunas máquinas CNC, como Hermle, incluyen una válvula Perlman que restringe la presión del flujo de aire a 30 psi (3 bar). Esta presión es inferior a la mínima requerida de 90 psi (6.2 bar) para el funcionamiento de los husillos de turbina de aire.®.
Esta válvula debe retirarse para el correcto funcionamiento de los husillos de turbina de aire.®Consulte con el técnico de su máquina para asegurarse de que no haya restricciones en el flujo de aire. Si no retira esta válvula, se producirá una restricción de flujo, baja potencia y daños en el eje de la turbina de aire.®.

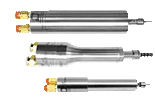
3. Conjunto de montaje del cambiador de herramientas (ATC)
Nuestra opción patentada de conjunto de montaje de cambiador de herramientas (TMA) envolvente permite que los cambiadores de herramientas CNC carguen/descarguen automáticamente nuestra familia de husillos de precisión de alta velocidad utilizando un sistema de collar patentado y un bloque de montaje o un anillo alrededor del husillo CNC; el collar del TMA se orienta integrándose al lado derecho del husillo CNC en minutos. El bloque TMA permanece en el husillo CNC para cambios de herramienta normales, incluso si no se utiliza el husillo de turbina de aire® ya que no interferirá al utilizar el husillo principal.
Existen tres tipos principales de conjuntos de montaje de cambiador de herramientas, como se muestra a continuación, que son compatibles con Haas, Hurco, Doosan, Robodrill, Hardinge, DMG, Brother, Okuma y todos los demás CNC. Estamos acostumbrados a desarrollar soluciones personalizadas para cualquier CNC. También se puede proporcionar un bloque universal para taladrar las posiciones de los tornillos de su CNC. Hay kits de instalación disponibles.
Tornillo en bloque de montaje
Anillo y bloque de dos piezas
Taladro Tap


Instalación inicial
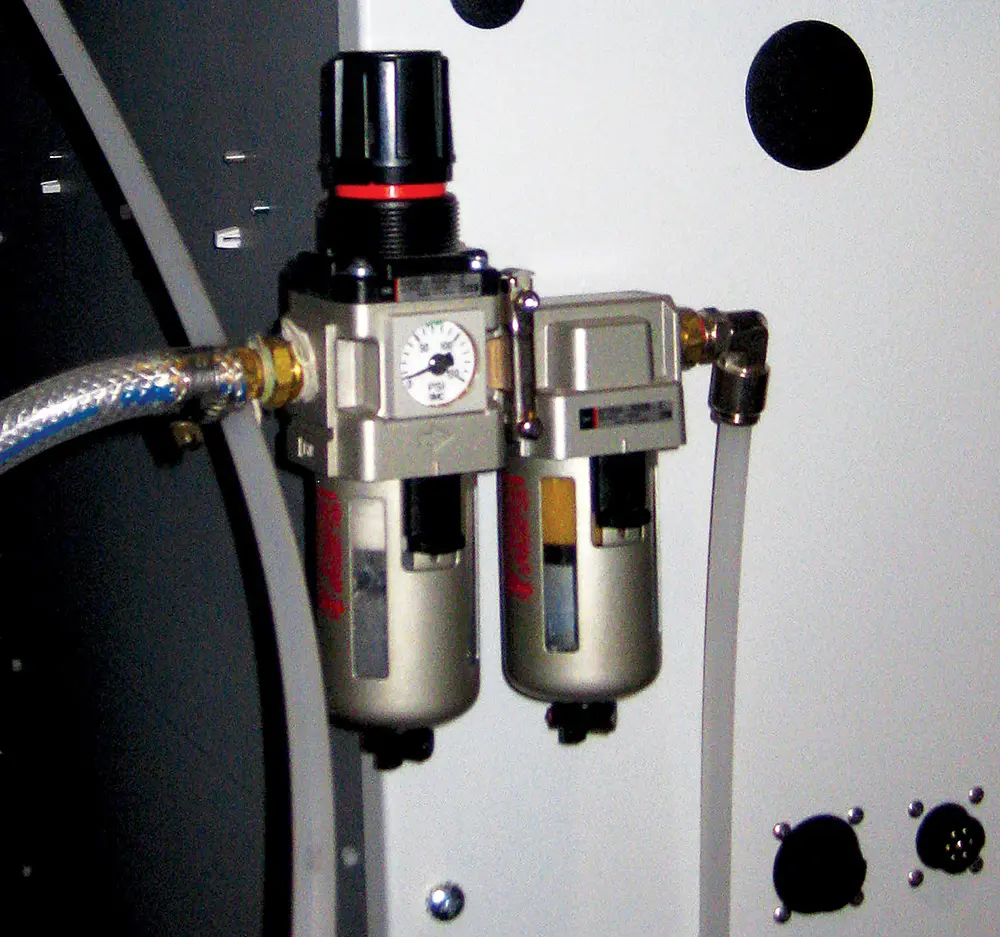
Monte el eje de la turbina de aire® en su máquina CNC e instale una nueva línea de aire limpio dedicada desde un filtro/regulador hasta su husillo de turbina de aire® como se muestra en Figura 1Los filtros/reguladores están incluidos con el husillo y están disponibles mediante una compra adicional.
Asegúrese de que todas las líneas de aire y los accesorios cumplan con el diámetro interno mínimo especificado para su modelo, como se especifica en Figura 2Además, coloque un tapón en cualquier entrada de aire que no esté en uso.
Opcional: Si tiene una válvula de cierre manual, instálela después del filtro/regulador como se muestra en Figura 1Se recomienda utilizar una válvula manual.
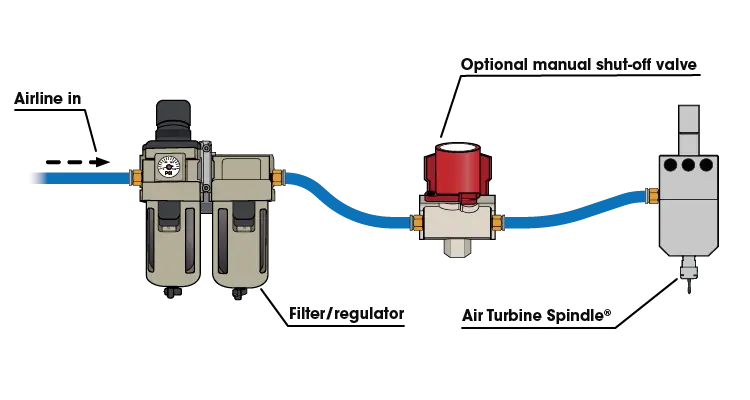
Figura 1: Una línea aérea limpia desde un filtro/regulador a una válvula de cierre manual hasta un husillo de turbina de aire®.

Requisitos de mangueras y accesorios de aire
Evite accesorios, acoplamientos y mangueras con un diámetro interno inferior al mínimo requerido para su modelo. Cualquier conexión inferior al mínimo restringirá el flujo de aire y reducirá la potencia del eje de la turbina de aire.®Puede encontrar el diámetro interno (DI) mínimo requerido para los accesorios y mangueras de su herramienta en la tabla que se muestra en Figura 2.
Las restricciones del flujo de aire (como fugas y obstrucciones) provocarán un rendimiento deficiente y arrastrarán la herramienta por el material, dañando los rodamientos. Algunos accesorios con dimensiones internas nominales pueden tener un paso de diámetro interior menor al indicado, lo que restringe el flujo de aire y la potencia. Basta con un accesorio con un diámetro interno demasiado pequeño para reducir el flujo de aire y la potencia de su husillo de turbina neumática.®.
ADVERTENCIA
El husillo de su turbina de aire® Debe funcionar al menos 10 minutos cada 30 días a partir de la fecha de fabricación para mantener un rendimiento óptimo. Funcionar al menos 10 minutos antes del primer uso.
El husillo de su turbina de aire® Debe funcionar al menos 10 minutos cada 30 días a partir de la fecha de fabricación para mantener un rendimiento óptimo. Funcionar al menos 10 minutos antes del primer uso.
| Requisitos de mangueras y accesorios de aire para husillos de turbinas neumáticas® | ||
| Modelo | Diámetro interno mínimo requerido de manguera/conector | |
| Métrico | Imperial | |
| 4 mm | 5 / 32 " |
| 6 mm | 15 / 64 " |
| 8 mm | 5 / 16 " |
| 10 mm | 25/64" |
| Requisitos de mangueras y accesorios de aire para husillos de turbinas neumáticas® |
| Modelo |
|
|
|
|
| Diámetro interno mínimo requerido de manguera/conector | |
| Métrico | Imperial |
| 4 mm | 5 / 32 " |
| 6 mm | 15 / 64 " |
| 8 mm | 5 / 16 " |
| 10 mm | 25/64" |
Figura 2: Husillos de turbina de aire® Especificaciones del diámetro interno de la manguera/accesorio/conector.
Requerimientos de aire
Asegúrese de que haya suficiente volumen de flujo de aire comprimido limpio a 90 psi/6.2 bar con el volumen de flujo de aire especificado CFM (L/s) para su modelo como se muestra en la tabla Figura 3 para mantener el consumo de aire de trabajo. Según la aplicación, considere el consumo de capacidad máxima o de parada. Nuestro regulador aumenta el volumen del flujo de aire según la demanda para mantener la rotación a alta velocidad cuando la herramienta comienza a cortar. Por lo tanto, la presión de aire y el volumen del flujo deben estar disponibles según la demanda y permanecer constantes sin caídas con el tiempo o durante el corte.
ADVERTENCIA
La conexión al suministro de aire inicia la rotación del husillo. No conecte el aire a la herramienta hasta que se complete la instalación.
La conexión al suministro de aire inicia la rotación del husillo. No conecte el aire a la herramienta hasta que se complete la instalación.
No utilice aceite ni lubrique. Utilice únicamente aire comprimido seco, limpio y sin aceite de 90 psi (6.2 bar).
Evite una presión inferior a 90 psi (6.2 bar), ya que hace que la herramienta se arrastre por el material, lo que provoca un desgaste rápido de los cojinetes y un rendimiento deficiente. No utilice una presión superior a 100 psi (6.9 bar), ya que hará estallar el generador de energía de la turbina.
La presión y el caudal de aire deben mantenerse constantes, sin caídas bajo carga de corte. Un caudal insuficiente hará que la rotación de la herramienta se ralentice o se detenga repentinamente, dañando los rodamientos. Si se produce una caída de psi (bar) por debajo de 90 psi (6.2 bar), es posible que el compresor no tenga suficientes CFM (L/s) para alimentar el husillo de la turbina de aire.® o hay una restricción de flujo en la línea de aire.
Clasificación de CFM/L/s en vacío frente a clasificaciones de consumo de aire en funcionamiento
Husillos de turbina de aire® Consumen más aire a medida que aumenta la carga de corte o la cantidad de material extraído. Este es el funcionamiento normal de nuestro regulador patentado, que mantiene una alta velocidad en la trayectoria de la herramienta y hace que los husillos de turbina de aire...® eficiente en el consumo de aire.
| Husillos de turbina de aire® Idle y clasificaciones de consumo de aire en funcionamiento |
|||
| Modelo | Velocidad | Consumo de aire inactivo | Consumo de aire Flujo de trabajo |
| 65,000 RPM | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| 80,000 RPM | |||
| 40,000 RPM | 4.5 CFM (2.1 L/s) | 5 CFM - 6 CFM (2.26 L/s - 2.83 L/s) |
| 50,000 RPM | |||
| 65,000 RPM | |||
| 90,000 RPM | 5 CFM (2.36 L/s) | ||
| 30,000 RPM | 12 CFM (5.66 L/s) | 11 CFM - 20 CFM (5.19 L/s - 9.44 L/s) |
| 40,000 RPM | 14 CFM (6.61 L/s) | ||
| 50,000 RPM | |||
| 65,000 RPM | 16 CFM (7.55 L/s) | ||
| 30,000 RPM | 16 CFM (7.55 L/s) | 22 CFM - 30 CFM (10.38 L/s - 14.16 L/s) |
| 40,000 RPM | 20 CFM (9.44 L/s) | ||
| 50,000 RPM | |||
| 30,000 RPM - 50,000 RPM | 12 CFM (5.66 L/s) - 20 CFM (9.44 L/s) | 11 CFM - 30 CFM (5.19 L/s - 14.16 L/s) |
| 25,000 RPM | 13 CFM (6.14 L/s) | 14 CFM - 35 CFM (6.61 L/s - 16.52 L/s) |
| 30,000 RPM | 18 CFM (6.49 L/s) | ||
| 40,000 RPM | |||
| 25,000 RPM | 14 CFM (6.61 L/s) | 19 CFM - 40 CFM (8.97 L/s - 18.89 L/s) |
| 30,000 RPM | 20 CFM (9.44 L/s) | ||
| 40,000 RPM | 23 CFM (10.85 L/s) | ||
| 25,000 RPM - 40,000 RPM | 13 CFM (6.14 L/s) - 23 CFM (10.85 L/s) | 14 CFM - 40 CFM (6.61 L/s - 18.89 L/s) |
| 50,000 RPM | 20 CFM (9.44 L/s) | 20 CFM - 35 CFM (9.44 L/s - 16.52 L/s) |
| Husillos de turbina de aire® Calificaciones de consumo de aire en reposo y en funcionamiento |
| Modelo |
|
|
|
|
|
|
|
|
|
| Velocidad | Consumo de aire inactivo | Consumo de aire Flujo de trabajo |
| 65,000 RPM | 3.5 CFM (1.65 L/s) | 5 CFM (2.36 L/s) |
| 80,000 RPM | ||
| 40,000 RPM | 4.5 CFM (2.1 L/s) | 5 CFM - 6 CFM (2.26 L/s - 2.83 L/s) |
| 50,000 RPM | ||
| 65,000 RPM | ||
| 90,000 RPM | 5 CFM (2.36 L/s) | |
| 30,000 RPM | 12 CFM (5.66 L/s) | 11 CFM - 20 CFM (5.19 L/s - 9.44 L/s) |
| 40,000 RPM | 14 CFM (6.61 L/s) | |
| 50,000 RPM | ||
| 65,000 RPM | 16 CFM (7.55 L/s) | |
| 30,000 RPM | 16 CFM (7.55 L/s) | 22 CFM - 30 CFM (10.38 L/s - 14.16 L/s) |
| 40,000 RPM | 20 CFM (9.44 L/s) | |
| 50,000 RPM | ||
| 30,000 RPM - 50,000 RPM | 12 CFM (5.66 L/s) - 20 CFM (9.44 L/s) | 11 CFM - 30 CFM (5.19 L/s - 14.16 L/s) |
| 25,000 RPM | 13 CFM (6.14 L/s) | 14 CFM - 35 CFM (6.61 L/s - 16.52 L/s) |
| 30,000 RPM | 18 CFM (6.49 L/s) | |
| 40,000 RPM | ||
| 25,000 RPM | 14 CFM (6.61 L/s) | 19 CFM - 40 CFM (9.87 L/s - 18.89 L/s) |
| 30,000 RPM | 20 CFM (9.44 L/s) | |
| 40,000 RPM | 23 CFM (10.85 L/s) | |
| 25,000 RPM - 40,000 RPM | 13 CFM (6.14 L/s) - 23 CFM (10.85 L/s) | 14 CFM - 40 CFM (6.61 L/s - 18.89 L/s) |
| 50,000 RPM | 20 CFM (9.44 L/s) | 20 CFM - 35 CFM (9.44 L/s - 16.52 L/s) |
Figura 3: Clasificaciones de consumo de aire en funcionamiento y CFM (L/s) en vacío para husillos de turbinas de aire®.
Instalación del conjunto de montaje del cambiador de herramientas
Instalación de husillos de turbina de aire TMA en una máquina Haas
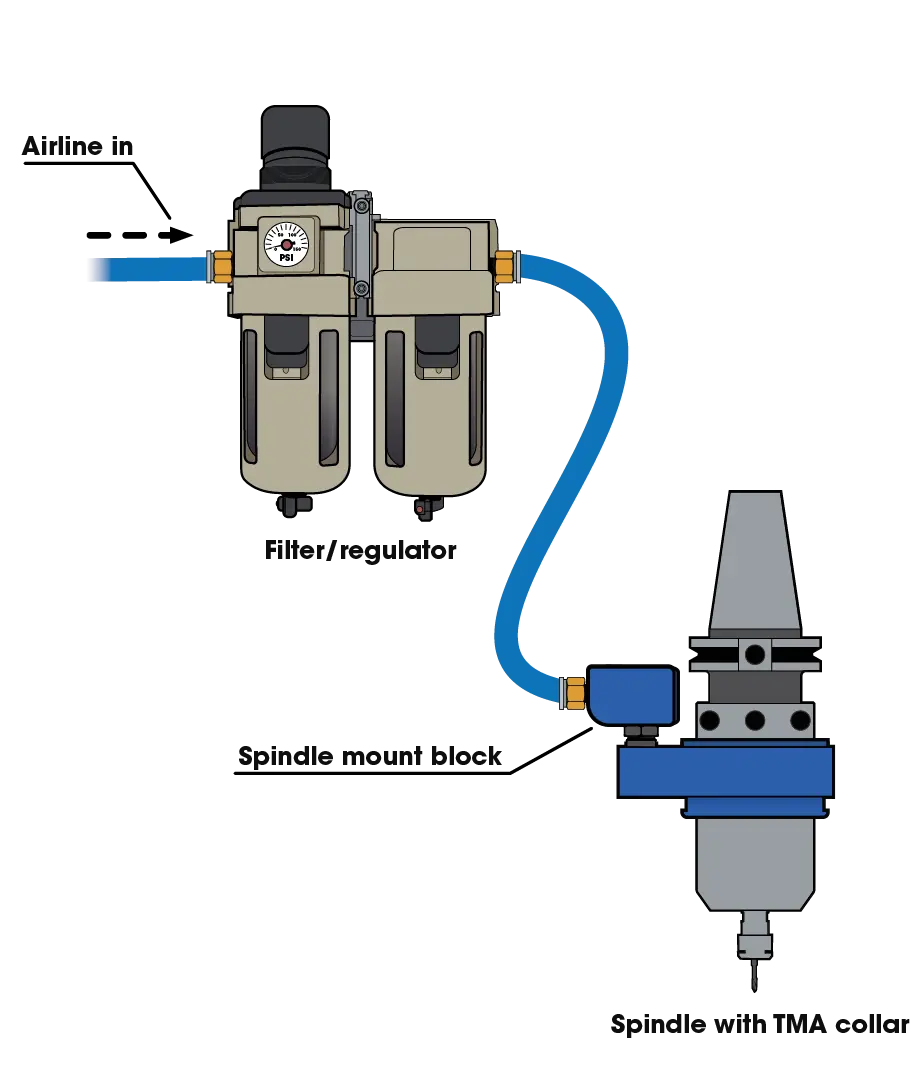
Figura 4: Una línea aérea limpia desde un filtro/regulador hasta un husillo de turbina de aire® con el conjunto de montaje del cambiador de herramientas.
Instale el bloque de montaje del husillo provisto conectando la línea de aire limpio dedicada desde el filtro/regulador incluido a su husillo como se muestra en Figura 4Ofrecemos muchos bloques de montaje de husillo pretaladrados para diferentes modelos de máquinas CNC y un bloque universal.
*La acción de instalación requiere SHCS 10-32 x 0.75” en máquinas CNC Haas.
Prepare el husillo CNC realizando M19 o la orientación del husillo. Asegúrese de que la boquilla TMA despeje todas las partes de la protección del cambiador de herramientas CNC o las columnas de la máquina consultando los planos del fabricante de su CNC o verificando todos los espacios libres con una herramienta de prueba. En algunas máquinas de pórtico, la boquilla o el diámetro exterior del collarín TMA no dejarán libre la esquina de la columna (es decir, todas las máquinas de tipo GR requieren un portaherramientas especial en la mesa de la máquina o carga manual).
Nota: Una vez que el husillo de la turbina de aire® se carga en su husillo CNC, debe ajustar más la altura del tornillo de la boquilla para acoplar el sello de la válvula de bola como se muestra en Figura 5El flujo de aire encenderá el husillo al acoplarlo.
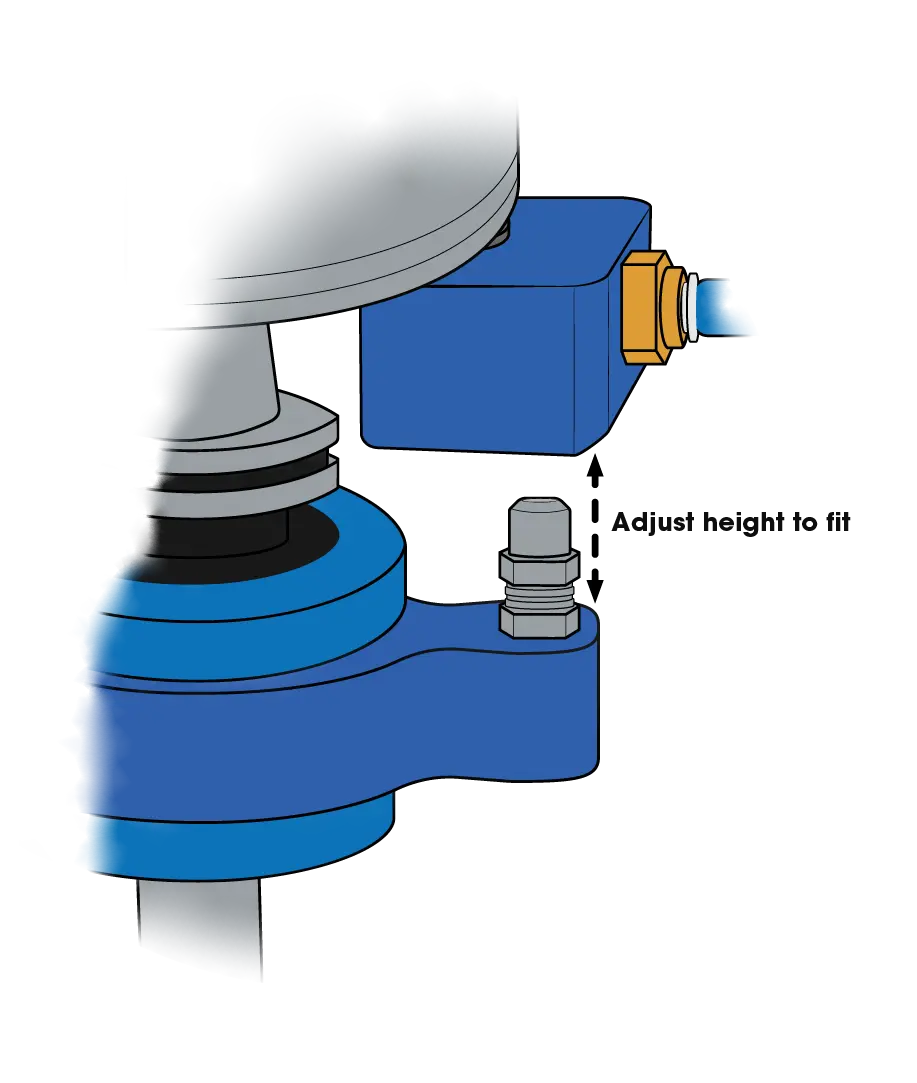
Figura 5: Ajuste de la altura del tornillo de la boquilla.
Es posible que sea necesario realizar algunas pruebas y errores al ajustar la altura de los tornillos de la boquilla. No permita que la barra de tiro del husillo principal (botón de liberación de la herramienta) se ponga en marcha a menos que la boquilla del conector suba hasta el orificio de entrada del bloque (aproximadamente 1/4” (6 mm) hasta el orificio de entrada).
Si el brazo de la boquilla está desalineado con respecto a la entrada, retire el eje de la turbina de aire.® Desde el área cónica del husillo CNC, ajuste la sincronización de la boquilla del TMA para alinearla correctamente con el orificio de entrada y vuelva a intentar la carga. Una vez cargada correctamente en el husillo principal del CNC, abra la válvula de cierre de la manguera de aire. Si el husillo se enciende y no sale aire, se puede suponer que la boquilla del conector está ajustada a la altura correcta. Si escucha que sale aire, es necesario realizar un ajuste adicional.
Códigos G y orientación del husillo
Asegúrese de que la instalación se haya realizado correctamente realizando un cambio de herramienta con el control manual configurado en la velocidad más baja varias veces para observar la carga y descarga del husillo de la turbina de aire.® Para garantizar su correcto funcionamiento, cada control CNC tiene códigos diferentes para garantizar que el husillo principal del CNC no se active mientras el husillo de la turbina de aire...® está cargado. Es fundamental para la seguridad garantizar que el personal de instalación, los operadores de máquinas, los programadores, etc., estén correctamente notificados de que el husillo principal debe permanecer estacionario, excepto mientras la máquina CNC esté realizando un cambio de herramienta. Durante un cambio de herramienta, después de cargar el husillo de la turbina de aire® Un husillo CNC normalmente realiza una orientación o rotación para asegurar que los dientes de arrastre estén alineados antes de cargarlos en el tambor del cambiador de herramientas o en el mecanismo de cargador lateral. El conjunto de montaje del cambiador de herramientas permite la orientación del husillo gracias a su sistema de collar patentado.
Solución de problemas de instalación de TMA

Husillo de turbina de aire® No enciende
Tome una llave en el tornillo de la boquilla del conector y gírela en sentido antihorario para aumentar la altura. Tenga cuidado con las manos y cualquier ropa que pueda estar cerca del husillo, ya que este se encenderá y girará a las RPM nominales cuando se suministre aire. Una vez que el husillo de la turbina de aire® se enciende, levante el tornillo de la boquilla otra pequeña cantidad y luego bloquee la contratuerca hexagonal para asegurar la boquilla en su lugar.

La boquilla está demasiado alta
Si la boquilla está demasiado alta, verá que el collarín del husillo azul se inclina. Esto puede aflojar el seguro inferior del collarín del husillo o permitir que se libere aire excesivo de las juntas tóricas del collarín, que sellan el collarín del TMA a la parte de la brida principal del sistema del collarín del TMA. Si la boquilla está demasiado alta, invierta el procedimiento para bajar la boquilla y vuelva a apretar la contratuerca para que el conector encaje con precisión.
Rotación del collar TMA
Un nivel de resistencia establecido en fábrica (es decir, collar con sección de émbolo a sección de cuerpo del husillo) mantiene el émbolo en su lugar durante un cambio de herramienta, mientras que aún permite la rotación libre (es decir, orientación del husillo). Con el tiempo, la fricción puede cambiar la rigidez en la rotación debido al refrigerante, polvo, etc. Asegúrese de que no haya demasiada fricción o muy poca, ya que cualquiera de las dos provocará una carga incorrecta del husillo. La tensión del collar se puede ajustar con llaves hexagonales. Si el collar del husillo no gira, afloje el collar ajustando las tuercas hexagonales en el collar del husillo para permitir la rotación libre con una ligera presión sin que quede suelto. El husillo debe permanecer libre para girar mientras está bien colocado en su lugar.
Mantenimiento
El husillo de su turbina de aire® Debe ejecutarse al menos 10 minutos cada 30 días a partir de la fecha de fabricación para mantener un rendimiento óptimo.
Deje funcionar el aparato al menos 10 minutos antes del primer uso. La línea de aire debe estar impecablemente limpia y no debe haber acoplamientos ni mangueras más pequeños que el diámetro interno mínimo requerido para su modelo, como se describe en Figura 2 para que el volumen del flujo de aire no esté restringido.
Purgue la línea de aire de contaminación antes de cada uso. El filtro extractor y regulador de 0.3 micras incluido es un accesorio necesario para los husillos de turbina de aire.® Para eliminar impurezas en el suministro de aire. La contaminación dañará los componentes de la turbina y requerirá reparación. Los elementos filtrantes deben cambiarse periódicamente y el extractor debe drenarse en ciclos de mantenimiento regulares.
Cálculo de la nueva velocidad de alimentación y el tiempo de ciclo
No es necesario cambiar las RPM establecidas en su programa para operar los husillos de turbina de aire® En su máquina CNC, modifique la velocidad de avance en su programa. Todos los husillos de turbina neumática® funcionan a una velocidad fija establecida de fábrica y están probados y clasificados para estar dentro del 10 % de la velocidad designada.
La fórmula en Figura 6 A continuación se muestra una aproximación para calcular cuál debería ser su nueva velocidad de alimentación y tiempo de ciclo. Siempre consulte con un técnico de turbinas de aire para su aplicación específica.
| Variables de cálculo | |
| Variable | Valor de ejemplo |
| RPM del husillo principal | 10,000 RPM |
| Velocidad de avance del husillo principal | 10 IPM |
| Tiempo de ciclo del husillo principal | 60 Minutos |
| Husillo de turbina de aire® RPM | 40,000 RPM |
1
40,000 RPM ÷ 10,000 RPM = 4
Divida el eje de su turbina de aire® RPM por las RPM de su husillo principal para determinar cuántas veces más rápidas son las RPM.
2
10 IPM × 4 = 40 IPM
Calcule su nueva velocidad de alimentación al utilizar su husillo de turbina de aire® multiplicando su velocidad de alimentación actual por cuántas veces más rápidas son las RPM.
3
60 minutos ÷ 4 = 15 Minutos
Calcula tu nuevo tiempo de ciclo dividiendo el tiempo de ciclo actual por cuántas veces más rápido son las RPM.
Figura 6: Un conjunto de fórmulas utilizadas para determinar su nueva tasa de alimentación aproximada y el tiempo de ciclo con un husillo de turbina de aire® utilizando las RPM de su husillo principal, su velocidad de alimentación actual y el tiempo de ciclo actual.
Operación
Controle siempre el manómetro de presión de aire durante el funcionamiento del husillo de la turbina de aire.®. La clave para un mecanizado de alta velocidad exitoso y un rendimiento optimizado de la herramienta es programar pasadas ligeras a velocidades de avance muy altas. Todas las herramientas se prueban y se clasifican para que estén dentro del 10 % de la velocidad designada. Comience con una pasada ligera observando la calidad del acabado de la superficie y reduzca o aumente gradualmente la velocidad de avance para obtener condiciones de corte óptimas. No intente cortar de forma demasiado agresiva. Sobrecargará la turbina y hará que la herramienta de corte se detenga o se arrastre en el material. Arrastrar la herramienta sobre la pieza de trabajo o una parada repentina provocará tensión en los cojinetes y forzará la salida de la grasa, lo que provocará una falla prematura.
ADVERTENCIA
Purgue la línea de contaminación y déjela funcionar al menos 10 minutos antes del uso inicial para garantizar que la lubricación del cojinete no se solidifique.

Programación del husillo de la turbina de aire®
Salvo algunos casos, los husillos de turbinas de aire® Ejecutará sus programas CAM habituales. Solo necesita eliminar el comando de RPM del husillo (S3000) y el comando de dirección de rotación (M3 o M4). A alta velocidad, se debe utilizar una herramienta de corte pequeña con velocidad nominal concéntrica, con avance rápido y profundidades de corte reducidas. Esta técnica de programación por capas produce un corte limpio y optimiza el rendimiento y la vida útil de la herramienta.
Comandos del husillo
Aumente gradualmente la profundidad de corte para establecer las condiciones óptimas de corte. Utilice M05 en los controles tipo Fanuc para asegurarse de que el husillo principal esté apagado. Asegúrese siempre que el husillo principal esté programado para no girar (S0/M05).
Ciclos fijos
Tenga en cuenta que en los controles CNC, los comandos G81, G82 y G83 (taladrado con pico) activarán el husillo de la máquina, incluso con M05 (parada del husillo). En la mayoría de las aplicaciones de taladrado, no necesitará taladrar con picos gracias a la alta velocidad de su husillo de turbina neumática.®Hay varias soluciones alternativas: algunos programas CAM le permitirán programar para taladrar sin un ciclo fijo o puede programar la trayectoria manualmente o puede usar macros.
Ciclos fijos
Tenga en cuenta que en los controles CNC, los comandos G81, G82 y G83 (taladrado con pico) activarán el husillo de la máquina, incluso con M05 (parada del husillo). En la mayoría de las aplicaciones de taladrado, no necesitará taladrar con picos gracias a la alta velocidad de su husillo de turbina neumática.®Hay varias soluciones alternativas: algunos programas CAM le permitirán programar para taladrar sin un ciclo fijo o puede programar la trayectoria manualmente o puede usar macros.
Deshabilitar las RPM del husillo principal del CNC
Programe el control de su máquina CNC para permitir el funcionamiento normal sin rotación del husillo.
Obtenga más información sobre los husillos de turbinas de aire®
Servicio y asistencia
El soporte siempre está disponible por parte de nuestro equipo técnico en EE. UU. y Alemania. El servicio de reparación está disponible en Florida y Munich. Llame a nuestros técnicos de fábrica al +1-561-994-0500 o envíenos un correo electrónico a [email protected].